Изобретение относится к электродуговой сварке и может быть использовано для принудительного формирования горизонтальных швов на вертикальной плоскости. Известен ползун для принудительного формования горизонтального шва на вертикальной плоскости с продоль ной фигурной канавкой, содержащей вогнутую поверхность Щ. Недостатком этого ползуна адляется образование в сварном соединении -недопустимого подреза или aenpiq вара, так как при выполнении формирующей канавки, образованной одним радиусом, расплавленный шлак всплывает н поверхность металлической ванны и вытесняет из-под свариваемо кромки наплавленный металл. Цель изобретения - повышение качества автоматической сварки пор ковой проволокой. Поставленная цель достигается тем, что в ползуне выполнена допол|Нительная вогнутая,поверхность, сопрягаемая с основной вогнутой повер ностью, при этом радиусы кривизны упомянутых поверхностей выбираются по следующим зависимостям: R (3,1- 3,3)5 -R, S, + 3, где R - ргщиус кривизны основной вогнутой поверхности; R - радиус кривизны дополнительной вогнутой поверхности; S - толщина свариваемого металла;. S| - ширина разделки кромок. Кроме того, с целью отвода образующихся при сварке газов, в ползуне выполйены пазы. Такая конструкция ползуна обеспечивает сварку порошковой проволокой с принудительным формированием стыкового шва с усилением. Под действием гидростатической силы жидкого металла и газов, жидкий шлак, появляющийся в процессе горения дуги, всплывает на поверхность сварочной ванны, вытесняясь из пространства нижней сварочной ванны и стекает через отверстие, находящееся со стороны движения ползуна. Газы, образованные в результате горения дуги, удаляются из зоны сварки через пазы в верхней, охлаждаемой части ползуна.
Хорошее формирование шва достигается за счет придания вышеуказанной геометрической формы продольной канавке по всей ее длине.
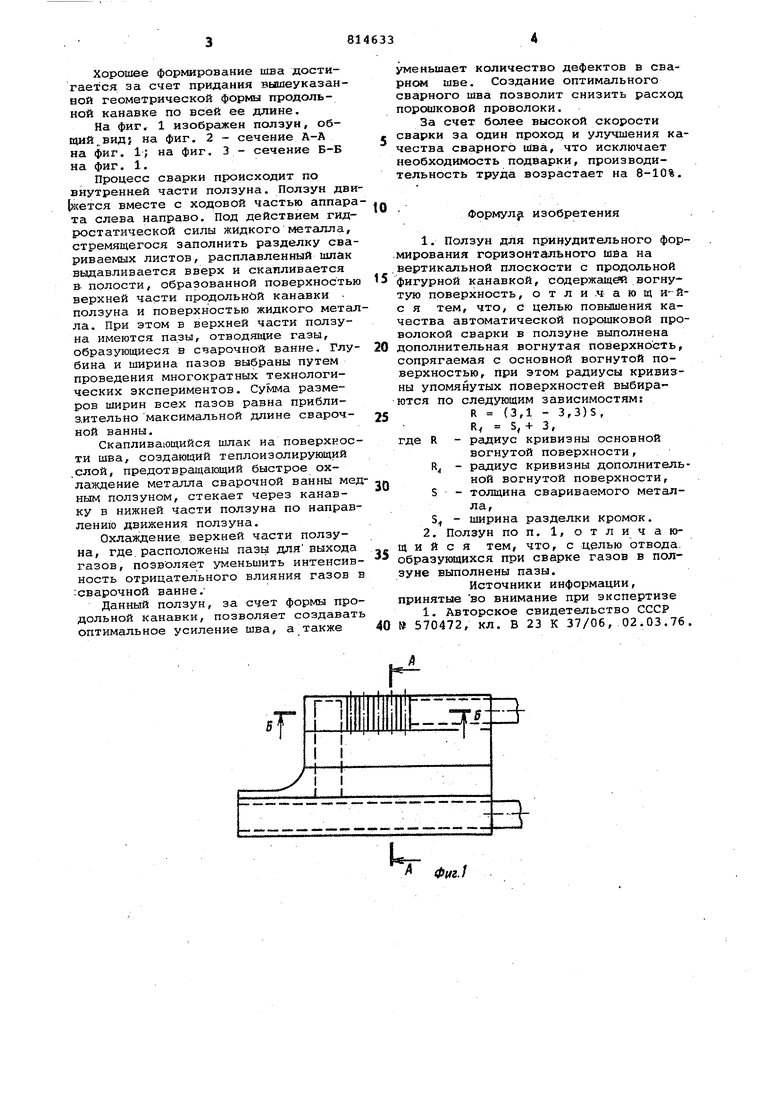
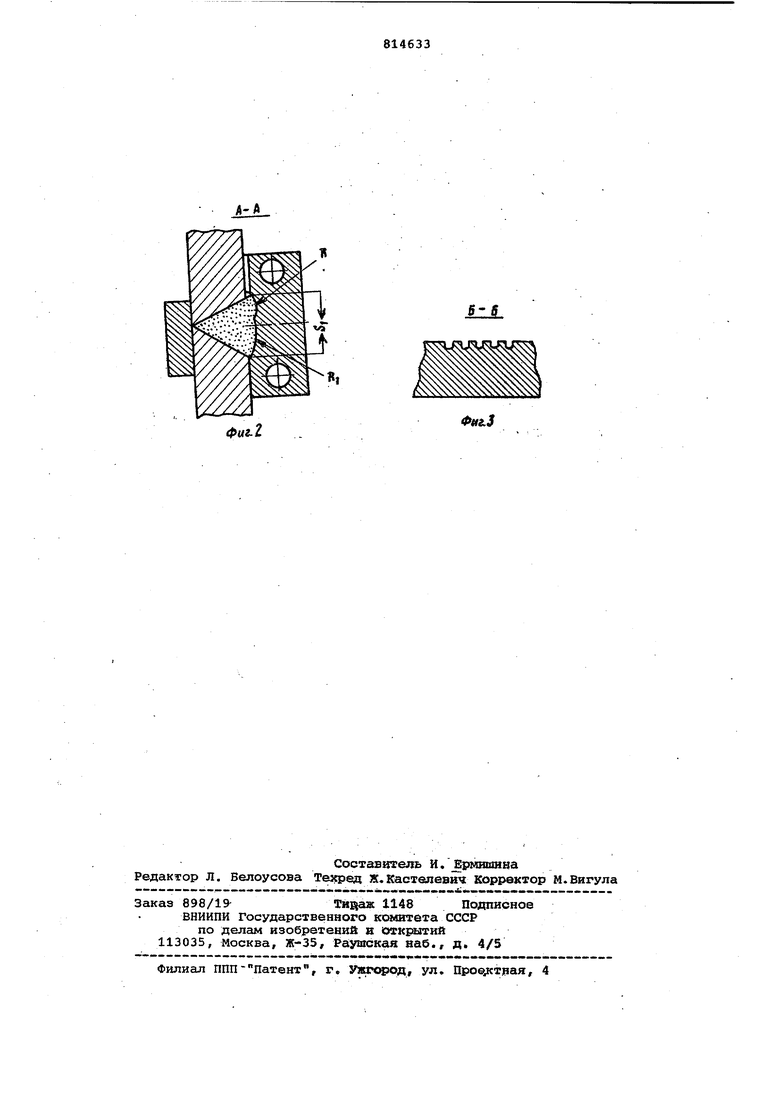
На фиг, 1 изображен ползун, общий, вид на фиг. 2 сечение А-А на фиг. 1; на фиг, 3 - сечение Б-Б на фиг. 1.
Процесс сварки происходит по внутренней части ползуна. Ползун дви1х ется вместе с ходовой частью аппарата слева направо. Под действием гидростатической силы жидкого металла, стремящегося заполнить разделку свариваемых листов, расплавленный ишак выдавливается вверх и скапливается в полости, образованной поверхностью верхней части продольной канавки ползуна и поверхностью жидкого металла. При этом в верхней части ползуна имеются пазы, отводящие газы, образующиеся в счарочной ванне. Глубина и ширина пазов выбраны путем проведения многократных технологических экспериментов. Сумма размеров ширин всех пазов равна приблизительно максимальной длине сварочной ванны.
Скапливающийся шлак на поверхности шва, создающий теплоизолирувзщий слой, предотвргидающий быстрое охлаждение металла сварочной ванны медным ползуном, стекает через канавку в нижней части ползуна по направлению движения ползуна.
Охлаждение верхней части ползуна, где, расположены пазы для вьзхода газов, поэволяет уменьшить интенсивность отрицательного влияния газов в :сварочной ванне.
Данный ползун, за счет формы продольной канавки, позволяет создавать оптимальное усиление шва, а также
Г
уменьшает количество дефектов в сварном шве. Создание оптимального сварного шва позволит снизить расход порсшковой проволоки.
За счет более высокой скорости сварки за один проход и улучшения качества сварного Шва, что исключает необходимость подварки, производительность труда возрастает на 8-10%.
Формулу изобретения
1.Ползун для принудительного формирования горизонтального шйа на
.вертикальной плоскости с продольной фигурной канавкой, сСщержеицей вогнутую поверхность, о т л и .ч а ю щ и-йс я тем, что, с целью повышения качества автоматической порсидковой проволокой сварки в ползуне выполнена дополнительная вогнутая поверхность, сопрягаемая с основной вогнутой поверхностью, при этом радиусы кривизны упомянутых поверхностей выбираются по следующим зависимостям: R (3,1 - 3,3)5, R, 5, + 3,
где R - радиус кривизны основной вогнутой поверхности,
R. радиус кривизны дополнительной вогнутой поверхности,
S толщина свариваемого металла,
S. ширина разделки кромок.
2.Ползун по п. 1, отличающийся тем, что, с целью отвода, образующихся при сварке газов в ползуне выполнены пазы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 570472, кл. В 23 К 37/06, 02.03.76
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1785490A3 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ | 2015 |
|
RU2669668C2 |
| Способ дуговой сварки | 1977 |
|
SU737171A1 |
Цг
Фиг.}
фиг.1
lul.
Фаг.3
