Изобретение относится к устройствам для изготовления двухслойных труб и может быть использовано на нреднриятиях, занимающихся производством гибких металлических рукавов, компенсаторов, сильфонов и тонкостенных труб.
Известно устройство для изгото вления труб, содержащее формующие клети, фильеру, внутреннюю штангу и сварочную головку. Однако это устройство предназначено для изготовления однослойных труб.
Возможность изготовления двухслойных тонкостенных труб с разнесенными на диаметрально противоположные стороны сварными швами обеспечивается за счет того, что устройство снабжено дополнительными формующими клетями, фильерой и сварочной головкой, смещенными относительно основных формующих клетей, фильеры и сварочной головки «а угол 180° и вдоль ее оси на расстояние, достаточное для формовки, сварки и контроля сварного шва внутренней трубы. Внутренняя штанга на участке от начала формовки до контроля сварного шва наружной трубы выполнена из двух частей, одна ив которых обращена к формующим клетям и фильере, а другая - к сварочной головке. Между этими частями образуется профильная щель, служащая для прохождения части внутренней грубы, обращенной к сварному шву наружной
трубы. Сварочные головки представляют собой горелки при аргонодуговой сварке и сварочные ролики в случае роликовой сварки. За сварочными головками для контроля герметичности сварных швов установлены чашеобразное полотно прилегающие к внутренней стороне сварного шва уплотнительные манжеты - камеры для гелия, выполненные из эластичного материала. В случае негерметичности шва течеискатель покажет утечку гелия.
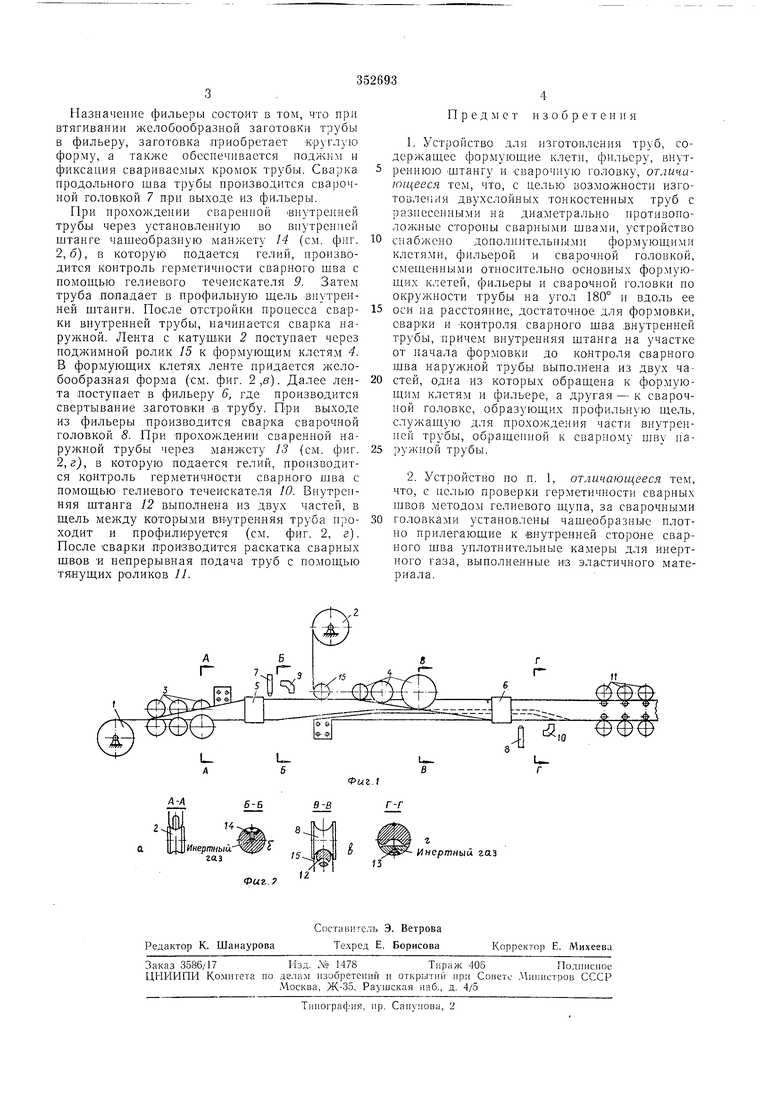
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез по Л-А, Б-Б, В-В и Г-Г.
Устцройство состоит из катушек /, 2, формуюших клетей 3, 4, фильер 5, 6; сварочных головок 7, 8, течеискателей 9, 10, тянущих роликов //; поддерживающей штанги 12; манжет 13, 14, поджимного ролика 15.
Заготовки двухслойной трубы в виде точно отрезанных по ширине лент свертываются в рулон и устанавливаются на катушки / (для внутренней трубы) и 2 (для наружной тру-бы). С катушки / лента проходит через формующие клети 3, количество которых может быть от 1 до 4 в зависимости от диаметра трубы. В формующих клетях 3 заготовке придается жслобообразная форма (см. фиг. 2 а). Далее лента постунаег в фильеру 5, где про
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления особо тонкостенных труб | 1960 |
|
SU138578A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКОСТЕННЫХ ПРЯМОШОВНЫХ ТРУБ | 1970 |
|
SU270155A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ изготовления сварных тонкостенных труб | 1979 |
|
SU990364A1 |
| УСТРОЙСТВО для ФОРМОВКИ и СВАРКИ ТРУБ | 1970 |
|
SU282561A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ТОНКОСТЕННЫХ СВАРНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2334607C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
