В предлагаемом приспособлении для прокатки трубных заготовок на косых станах применены две упорные стойки, могущие перемещаться по станине, из которых одна снабжена обычным затвором для закрепления стержня оправки, а другая несет стержень, входящий при перемещении этой стойки в отверстие первой стойки, с целью проталкивания оправки для возможности удаления готовой трубы.
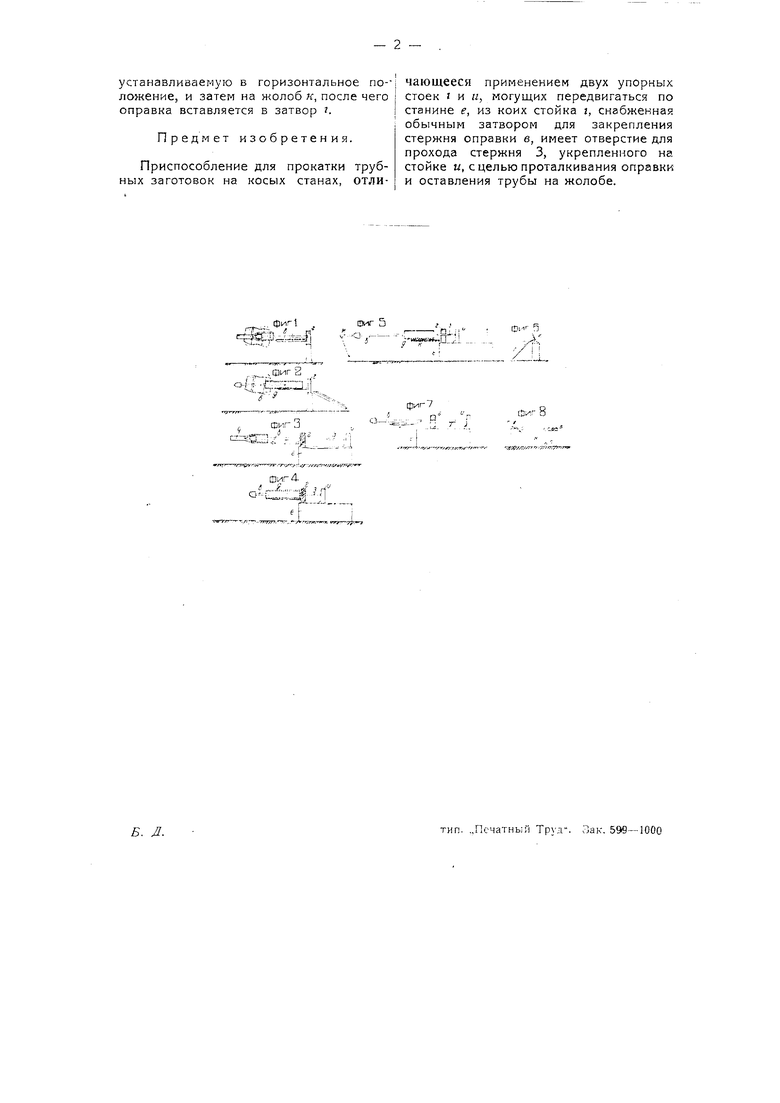
На чертеже фиг. 1 и 2 схематически изображают продольный разрез части : обычного косого стана для прокатки трубных заготовок; фиг. 3-продольный разрез предлагаемого приспособления i к стану с показанием не рабочего поло- : жения стойки, несущей стержень, вы- i талкивающий оправку; фиг. 4 - то же в рабочем положении стойки; фиг. 5 - продольный разрез приспособления в момент освобождения готовой трубы от : оправки; фиг. 6 - вид спереди желоба ; в момент удаления готовой трубы; фиг. 1 и 8 - продольный и поперечный разрезы станка в момент установки новой оправки.;
В обычном стане для прокатки труб- I ных заготовок имеется затвор г, служа- I щий для закрепления в нем оправки в I в рабочем положении (фиг. 1). По окончании прокатки, трубная заготовка (фиг. 2)
остается висеть на оправке в и удаляется лищь после открытия затвора и изъятия из нее вручную оправки в. В предлагаемом приспособлении, в целях механизации работ по уборке прокатанной заготовки, а также для облегчения замены оправки, на станинеfукреплены две упорные стойки г и и (фиг. 3 и 4), которые свободно передвигаются по станине е. Стойка z снабжена обычным затвором для укрепления стержня оправки в и имеет отверстие, через которое может свободно проходить стержень з, укрепленный на стойке и.
В момент окончания прокатки заготовки d, стойка и перемещается к стойке г и стержень 5, проходя через отверстие стойки г, выталкивает оправку в по другую сторону валков, после чего стойка и отводится назад (фиг. 5). Затем освобожденная заготовка удаляется поворотом жолоба к на стелюгу л и далее в приемник готовых изделий (фиг. 5 и 6), а оправка в устанавливается в рабочее положение посредством толкача.«/ При необходимости замены оправки в новой (фиг. 1 и 8), стойка г отодвигается и оправка выводится на жолоб к, с которого она при его повороте удаляется на поворотную около оси о стелюгу к и далее на стелюгу п. Новая оправка подается со стелюги р на стелюгу н. устанавливаемую в горизонтальное положение, и затем на жолоб н, после чего оправка вставляется в затвор . Предмет изобретения. Приспособление для прокатки трубных заготовок на косых станах, отлиI чающееся применением двух упорных | стоек г и и, могущих передвигаться по станине е, из коих стойка г, снабженная обычным затвором для закрепления стержня оправки в, имеет отверстие для прохода стержня 3, укрепленного на стоике и, с целью проталкивания оправки и оставления трубы на жолобе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2065788C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Приспособление к прокатному стану для непрерывной прокатки труб | 1928 |
|
SU18469A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
. фиг 1
.fe4j
ФИГ J
...,../ иг j -,
г ..i
щит 5
.;-авак«(
фиг 7
Шиг 8 -: R
ий
.1

