Изобретение относится к способам поддерл ания заданных геометрических параметров протекторной заготовки в процессе изготовления ее на червячных агрегатах, в особенности для стабилизации ширины ее.
В известных способах изготовления протекторной заготовки, ширина ее поддерживается вручную при номоши обрезного устройства, при этом контроль ширииы производится оператором вручную на расстоянии 8-10 м от головки червячного пресса, что приводит к большим отклонениям по ширине. Изменение ширины протекторной заготовки в процессе шприцевания является следствием изменения рецептурного состава резиновой смеси и ее качественных показателей, что в CBOJO очередь проявляется в изменениях температуры резиновой массы в головке червячного пресса и силы тока, потребляемого последним.
С целью автоматизации процесса и уменьшения возврата на повторную переработку предлагается способ стабилизации геометрических параметров протекторной заготовки, осушествляемый путем измерения температуры резиповой смеси в головке червячного пресса и силы тока, потребляемого червячным прессом на шприцевание. Зависимость между шириной протекторной заготовки, температурной резиновой смеси в головке червячного пресса и силой тока, потребляемой червячным
прессом на шприцевание, выражается полиноминальным уравнением вида
y bu biXi-}-b2X-2,
где у - ширина протекторной заготовки, ..luf; Xi-температура резиновой смеси, град.С; л-о-сила тока, а;
bi, bz--коэффициенты при неизвестных; bo-свободный член полинома.
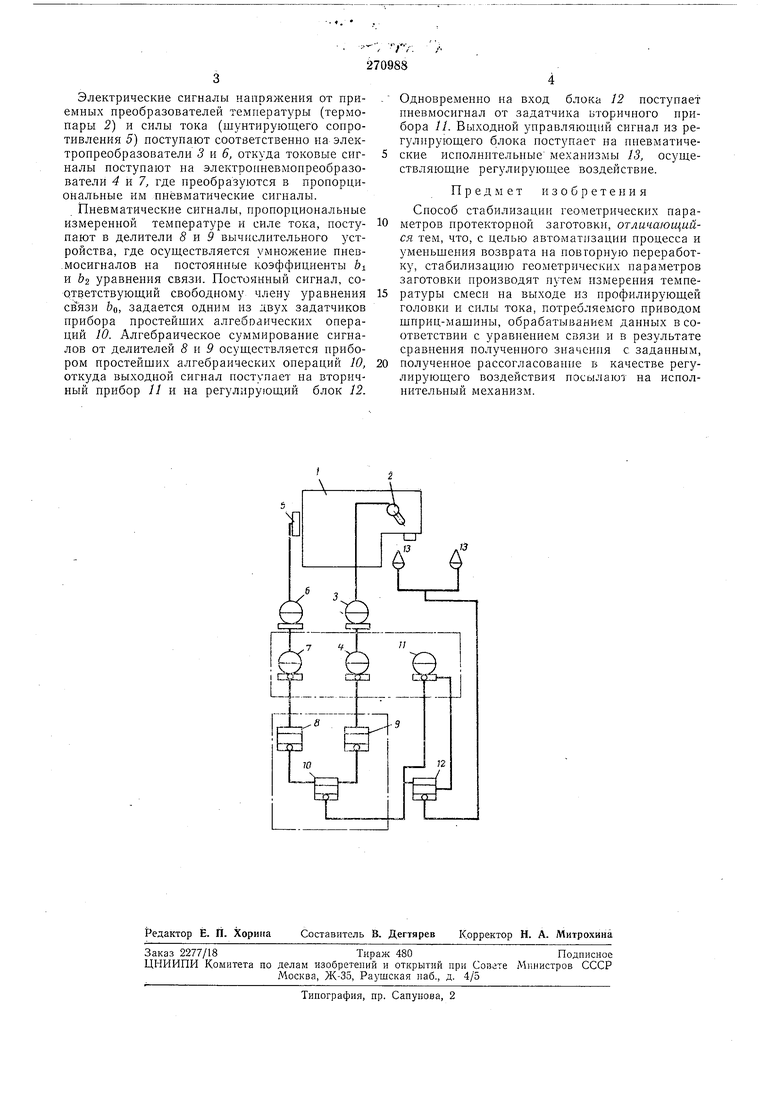
На чертеже представлена блок-схема автоматической стабилизации ширины протекторной заготовки.
В головке червячного пресса / установлена термопара 2 термоэлектрического пирометра, в комплект которого входят электропреобразователь 5 (типа ЭПП), электронневмопреобразователь 4. Измеритель силы тока комплектуется из приемного преобразователя - шунтируюшего сопротивления 5, электропреобразователя 6 (тина ПТТ-152) и электропневмонреобразователя 7 (типа ЭПП). Вычислительное пневматическое устройство состоит из делителей 8 Н 9 (типа Д-ДПП), прибора простейших алгебраических операций 10 (типа ПФ-1.1), вторичного ирибора 11 (типа ПВ-10-1Э), регулируюшего блока 12 (типа ПР-3-21) и пиевматпческпх исполнительных механизмов 13.
Электрические сигналы напряжения от приемных преобразователей температуры (термопары 2) и силы тока (шунтирующего сопротивления 5) поступают соответственно на электропреобразователи 3 и 6, откуда токовые сигналы поступают на электропневмопреобразователи 4 w. 7, где преобразуются в пропорциональные им пневматические сигналы.
Пневматические сигналы, пропорциональные измеренной температуре и силе тока, поступают в делители S и 9 вычислительного устройства, где осуществляется умножение пнев.мосигналов на постоянные коэффициепты bj и bz уравнения связи. Постоянный сигнал, соответствующий свободному члену уравнения связи &о, задается одним из двух задатчиков прибора простейщих алгебраических операций 10. Алгебраическое суммирование сигналов от делителей 8 и 9 осуществляется прибором простейших алгебраических операций 10, откуда выходной сигнал поступает на вторичный прибор 11 и на регулирующий блок 12.
Одновременно на вход блока 12 поступает пневмосигнал от задатчика вторичного прибора 11. Выходной управляющий сигнал из регулирующего блока поступает на ппевматические исполнительные механизмы 13, осуществляющие регулирующее воздействие.
Предмет изобретения
Способ стабилизации геометрических параметров протекторпой заготовки, отличающийся тем, что, с целью автоматизации процесса и уменьшения возврата на повторную переработку, стабилизацию геометрических параметров заготовки производят путем измерения температуры смеси на выходе из профилирующей головки и силы тока, потребляемого приводом щприц-машины, обрабатыванием данных в соответствии с уравнением связи и в результате сравнения полученного значеипя с заданным, полученное рассогласованпе в качестве регулирующего воздействия посылаю на исполнительный механизм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для профилирования шприцованной резиновой ленты | 1975 |
|
SU622684A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| Способ изготовления протекторов покрышек пневматических шин и устройство для его осуществления | 1980 |
|
SU921872A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Устройство для контроля геометрических параметров движущейся протекторной ленты | 1986 |
|
SU1330452A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМ ШПРИЦОВАННЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1965 |
|
SU168411A1 |
