Известны установки для обработки торцовых поверхностей металлоконструкций, снабженные вертикальной платформой для установки обрабатываемых металлоконструкций и вертикальной стойкой, по направляющим которой может перемещаться силовая головка.
Предложенная установка с целью обработки плоских и изогнутых панелей с различными межцентровыми расстояниями между ними снабжена поворотной платформой с ручными и гидравлическими прижимами для базирования и закрепления изогнутых частей панелей и механизмов для перемещения суппорта с силовой головкой на средний фактический шаг между центрами труб.
Механизм перемещения щтанги на фактический средний щаг по вертикали снабжен пзмерительиым устройством, устанавливающим фактическую величину перемещения щтанги, соединенной посредством кулачка ц цилиндра с суппортом вертикальных перемещений силовой головки.
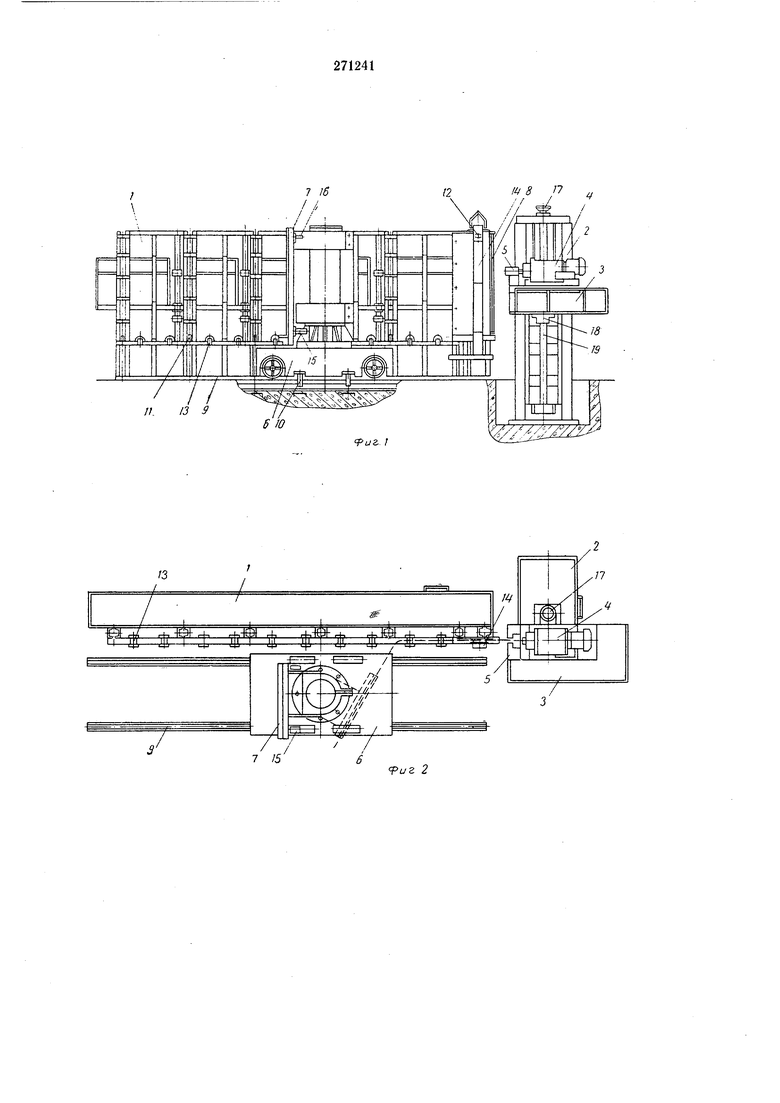
На фиг. 1 изображена предлагаемая установка, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - механизм, фиксирующий средннй действительный щаг между трубами панели; на фиг. 4 - механизм, обеспечивающий перемещение суппорта с инструмеитальной головкой на уста ювленный щаг.
Установка состоит из вертилальной платформы / для установки обрабатываемой металлоконструкции, вертикальной стойки 2, по направляющим которой может перемещаться
суппорт 5 с установленными на нем силовой головкой 4 и зажимными тисками 5, телел ки 6 с поворотной платформой 7. На вертикальной платформе / находится линейка 5 для замера фактнческой высоты обрабатываемой панели. Тележка 6 перемещается по рельсовому нути 9 при помощи электропривода, встроенного в корпус телеласп.
Для фиксации телелхкн в положеннн нмеются гндрозал ;нмы 10. Вертнкальная
платформа / несет на себе ручные прпжимы (захваты) 11 и гидравлические ирил-симы 12. Рядом с вертикальной платформой расиололсен рольганг 13. Обрабатываемый конец панели по всей высоте прилСпмается к вертикальной платформе траверсой 14. Поворотная платформа 7 снаблчена гидравлическими нрижимамп 15 и ручными прижимами 16.
Перемещенне суппорта 3 с силовой головкой 4 и тисками 5 по направляющим вертикальной стойки 2 осуществляется механнзмом, содержащим гидроцилиндр 17, механизм прил :има 18 и щтангу 19.
Механизм обеспечивает соосное располол ение щпинделя силовой головки и обрабатысет на себе набор инструментов, позволяющий обработать все поверхности каждой из труб ианели техническим условиям за один ход силовой головки.
Подачу и инструмента осуществляет самодействующая силовая головка любой конструкции.
Механизм, изображенный на фиг. 3 и фиг. 4, состоит из маховика 20 для вращения микрометрического винта 21, корпуса 22, поршня 23, штока 24, связаиного резьбовым концом со штангой 19, цилиндра 25, который крепится неподвижно в верхней части стойки 2, корпуса 26, кренящегося к иодвижкому суппорту 3, крышек 27, кулачка 28 с норшнем 29 на конце, цилиндра 30 и его крышки 31.
Панель, иодлежащая обработке краном, устанавливается таким образом, что одна ее поверхность, состоящая из ирямолинейных жестко скренленных между собой труб, приелоняется к поверхности вертикальной плотформы 1. Не освобождая панель от крана, ее цредварительно ручными нрилсимы 11 прижимают к плоскости вертикальной платформы /. Тележка 6 с нредварительно развернутой платформой 7 на угол, соответствующий данному типу обрабатываемой панели, подводится внлотную к отогнутой 7рчмолннейной иоверхности нанели. Гидравлическими нрил :имамн 15 и ручными прижимами 16 панель окончательно нрижимается к вертикальной плоскости новоротной платформы 7. После этого панель освобождается от крана, снимаются ручные прижимы 11 и тележка 6 по рольгангу 13 подводит панель к зоне механической обработки. Тележка фиксируется в данном положении гидрозажимами 10. Обрабатываемый коиец нанели ио всей высоте прижимается к вертикальной платформе / траверсой 14 с номощью гидравлических прилчимов 12. Линейкой S производится замер фактической высоты панели и определяется средний фактический шаг между трубами. Затем осуществляется настройка механизма неремещеиия щтанги на фактический средний шаг по вертикали.
Шаг устанавливается поворотом маховика 20. К нижней или верхней тр}бе ианели инструмент нодводится вручную. После отвода нодается команда на фиксацию (прижим) суппорта 5 к направляющим стойки 2 к на зажим гидравлических тисков 5. Губки этих тисков установлены соосно со шпинделем силовой головки, что обесиечивает совиадение оси зажатой трубы и подводимого ииструмента.
Силовая головка производит механическую обработку зажатой трубы.
После окончания мехаиической обработки трубы происходит раскрепление тисков 5 и перемещение суппорта с силовой головкой и тисками иа шаг до совмещения оси следующей трубы с осью шпинделя. При этом штанга 19 захватывается кулачком 28 и цилиндром 30, надежно соединяясь с суппортом 5; штанга находится в крайнем нижнем или верхнем ноложенни, сунпорт 3 отжимается от направляющих стойки 2. Масло нод давлением подается в иижиюю или верхиюю полость цилиндра 25. Шток 24 норшня 23 неремеш.ается вниз или вверх, сообщая штанге 19 поступательное движение.
Перемещение штанги вверх или вниз происходит на величииу среднего фактического шага, установленного на корпусе 22. Вместе со штангой 19 церемещается на фактический шаг и сунпорт с силовой головкой и тисками. После подъема (опускания) штока 24 со штангой 19 до унора подается комапда на фиксацию суппорта с силовой головкой и тисками в данном ноложении (нрижим суппорта 3 к направляющим стойки 2). Затем иодается команда на разжим кулачка 28 и цилиндра 30, щтанга 19 освобождается о г суппорта 3, перемещается вниз (вверх) в исходное полончеиие, кулачок 28 и цилиндр 30 вновь соединяют сунпорт 3 со штангой 19.
Предмет изобретения
1.Установка для торцовки трубных панелей, выполненных в виде параллельных, жестко скреиленных между собой ipy6, снабженная вертикальной платформой для закрепления обрабатываемой панели и стойкой, по которой вертикальио перемещается силовая головка с обрабатывающим инструментом, отличающаяся тем, что, с целью обработки плоских и изогнутых нанелей с различным межцентровым расстоянием между ними, установка снабжена новоротной нлатформой с ручными и гидравлическими прижимами для базирования и закреиления изогиутых частей панелей и механизмом для неремещения сунпорта с силовой головкой на средний фактический шаг между цеитрами труб.
2.Установка но н. 1, отличающаяся тем, что механизм неремещения штанги на фактический средний шаг ио вертикали снабжен измерительным устройством, устанавливающим фактическую величину перемещения щтаиги, соединенной посредством кулачка и цилиндра с суппортом вертикальных перемещений силовой головки. / // //, 13 9 la 8 n
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ПО ДЕРЕВУ | 1973 |
|
SU407728A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1970 |
|
SU422498A1 |
| УСТРОЙСТВО для ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU335053A1 |
| Устройство для зачистки внутренней поверхности длинномерных труб | 1974 |
|
SU510278A1 |
| Автоматический токарно-револьверный станок | 1975 |
|
SU562384A1 |
| АППАРАТ ИСКУССТВЕННОГО КРОВООБРАЩЕНИЯ | 1966 |
|
SU177593A1 |
| Станок для укладки двухслойных обмоток в пазы статора электрической машины | 1971 |
|
SU771811A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU287216A1 |
| АВТОМАТ ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ИЛАСТИНАХ И СБОРКИ ИХ СО СТЕРЖНЯМИ В ПАКЕТ | 1972 |
|
SU427765A1 |

LEiL
n Щ lilj Т j F
Tjr
7 /5
fuz 2
иг.
