1
Изобретение относится к устройствам, иснользуемым для изготовления иластин и их сборки со стержнями в накет.
Известен автомат для пробивки отверстий в иластинах и сборки их со стержнями в пакет, содержащий станину, на которой размещены штамп для пробивки отверстий в пластинах иод стержни, устройство для центрирования пластин при сборке их со стержнями, устройство для подачи пластин в штамп и перемещения их к устройству для сборки, включающему установленные на направляющих неподвижные опорную и подвижную сборочные илиты, между которыми смонтирована промежуточная нлита, причем в двух последних плитах выполнены сквозные отверстия для размещения в них стержней.
Такое устройство не ириспособлено для сборки пластин из хрунких материалов, нанример из асбонемента, для блоков оросителей градирен.
В предлагаемом автомате с нелью обеспечения сборки пластин из хрупких материалов, например из асбоцемента, для блоков оросителей градирен, стержни установлены на торцах направляющих соосно с ними, сборочная и промежуточная плиты снабжены пневмозахватами с губками, обхватывающими направляющие и стержни и фиксирующими обе плиты на направляющих и, кроме того, промежуточную плиту на стержнях, при этом промежуточная плита снабжена приводом перемещения вдоль направления перемещения сборочной плиты, выполненной вертикально подвижной с возможностью поворота на 90° вокруг оси, перпендикулярной направлению ее перемещения.
Кроме того, в автомате устройство для центрирования пластин ири сборке их со стержнями выполнено в виде двух установленных с противоположных сторон пластины суппортов с каретками, возвратно-поступательно подвижными перпендикулярно кромкам пластины, а также взаимодействующими с кромками пластины упорами, закрепленными на суппортах, и коническими роликами, установленными на каретках.
Устройство для подачи пластин в штамп и перемещения их к устройству для сборки выполнено в виде смонтированной на неподвижной части штампа и подвижной вдоль направления перемещения пластин штанги с захватами, шарнирно закрепленными па ней на расстоянии один от другого, равном длине пластины.
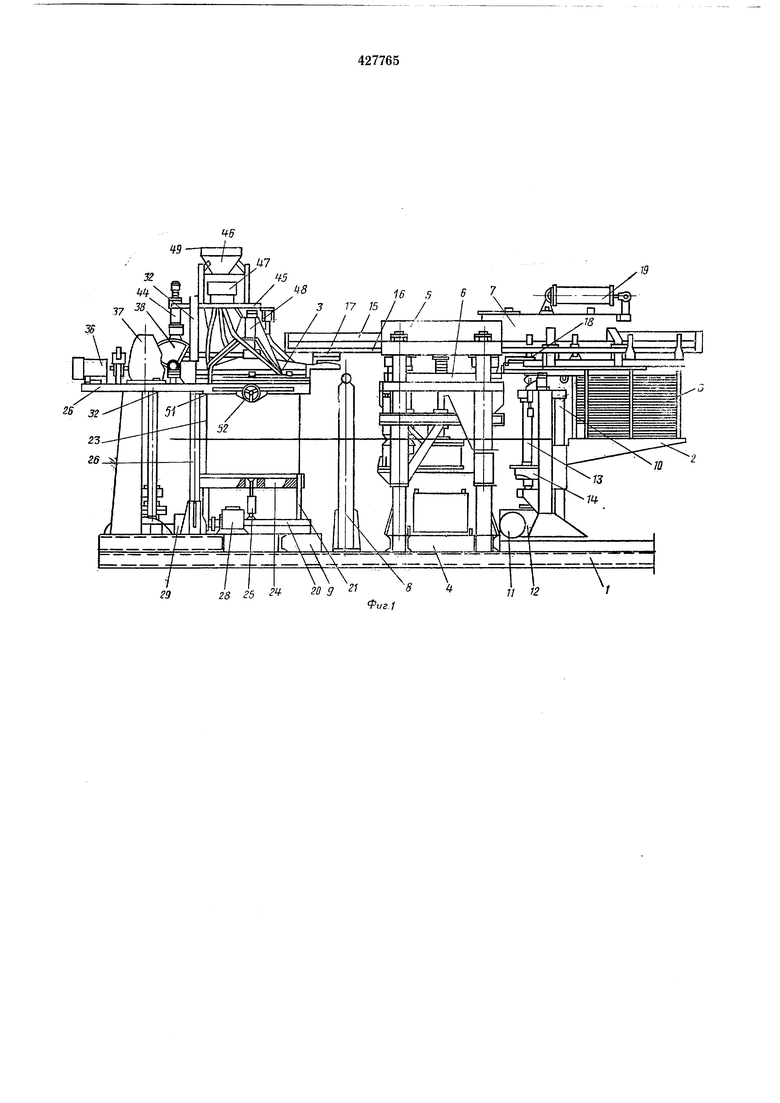
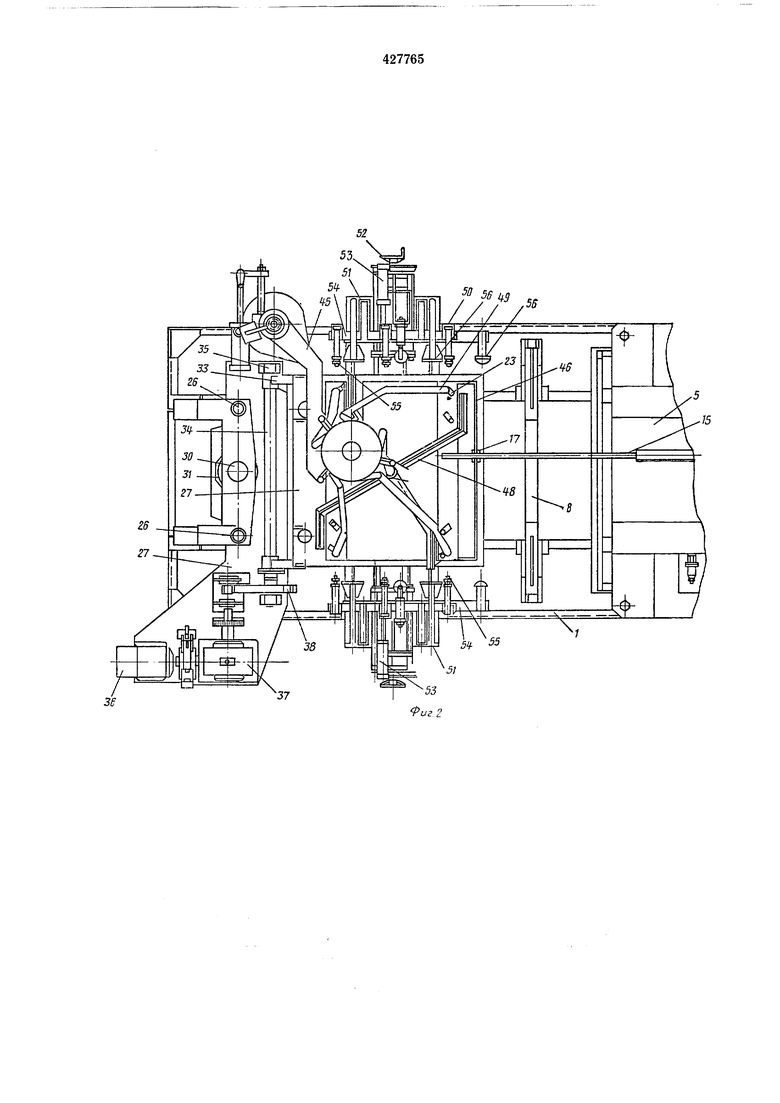
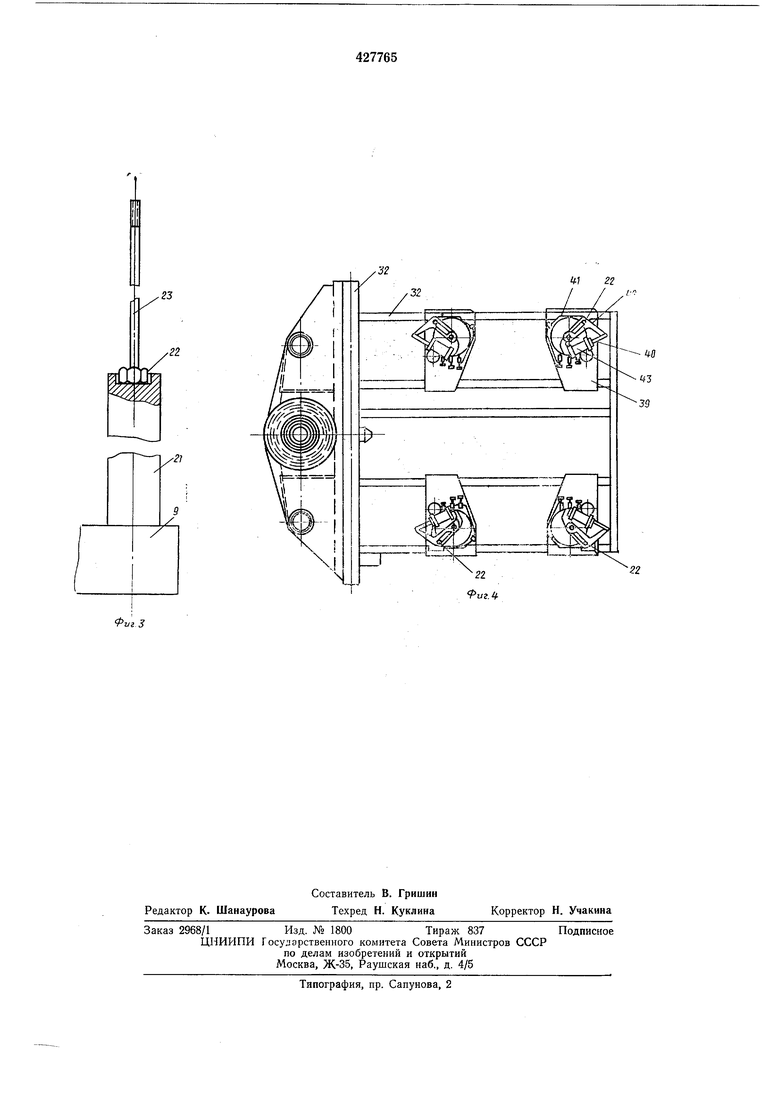
На фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3-направляющая колонка устройства для сборки пластин; на фиг. 4 - сборочная плита устройства для сборки пластин.
Автомат содержит станину 1 с установленными на ней столом 2, на котором размещаются подлежащие обработке и сборке пластлны 3, штампом 4 с матрицей 5 и пуансоном 6 для пробивки отверстий в пластинах, устройством для межоперационной транспортировки, корпус 7 которого размещен на матрице 5, промежуточной опорой 8 и устройством для сборки пластин 3 в блоки, смонтированном на раме 9.
Стол 2 размещен в направляющих 10 и снабжен приводом вертикального перемещениния от электродвигателя 11 через редуктор 12 и винтовую пару, содержащую ходовой винт 13 и гайку 14.
Устройство для подачи пластин в штамп и перемещения их к устройству для сборки выполнено в виде пары зубчатых реек с размещенной ме:кду ними шестерней (на чертеже не показана). Одна из реек 15 связана со штангой 16, на которой шарнирио установлены подпружиненные захваты 17 и 18. Другая рейка (не показана) снабжена приводом перемещения перпендикулярно направлению неремещеиия стола 2 от силового цилиндра 19, шарнирно закрепленного на корпусе 7.
Устройство для сборки пластин в блоки содержит неподвижно установленную на раме 9 плиту 20 и закрепленные на плите направляющие колонки 21, на одном торце каждой из которых выполнено гнездо (фиг. 3), в котором устанавливается гайка 22, навернутая на сборочный стержень 23. На направляющнх колонках 21 установлена промежуточная плита 24, снабженная приводом вертикального перемещения от силового цилиндра 25.
На раме 9 закреплены направляющие 26, на которых смонтирована плита 27 с приводом шагового перемещения от электродвигателя 28 через редуктор 29 и ходовой винт 30 с гайкой 31, закрепленной в плите. На плите 27 смонтирован механизм для кантования собранного блока пластин. Он содержит Г-образную сборочную плиту 32, жестко закрепленную при помощи кронштейнов 33 на валу 34, смонтированном в опорах 35, закрепленных на плите 27. Привод поворота нлиты 32 относительно плиты 27 выполнен в виде электродвигателя 36, связанного через редуктор 37 с зубчатым сектором 38, закрепленным на валу 34.
Часть сборочной плиты 32 представляет собой раму, на косынках 39 которой установлены нневмозахваты 40, губки 41 и 42 которых охватывают стержни 23. Губки 41 и 42 отрегулированы таким образом, что в закрытом положении между ними и стержнем 23 остается некоторый зазор, позволяющий плите 32 перемещаться относительно стержней 23. В раскрытом положении расстояние между губками 41 и 42 несколько превышает диаметр направляющих колонок.
Пневмозахваты 40 также установлены на плите 24 в местах расположения стержней 23, но губки этих захватов отрегулированы таким
образом, что в закрытом положении они зажимают стержни 23. Нриводом пневмозахватов 40 служит силовой цилиндр 43, корпус и шток которого связан с губками 41 и 42.
На раме 9 также установлена стойка 44 о поворотным в горизонтальной плоскости кронштейно.м 45, на котором смонтирован бункер 46 для керамических шайб, устанавливаемых между пластинами, вибропитатель 47 и меха-низм 48 для установки керамических щайб на стержни 23, связанный гибкими шлангами 49 с вибропитателем 47.
Кроме перечисленных механизмов на станине 1 с двух противоположных сторон сборочной плиты 32 в направляющих 50 установлено по суппорту 51 механизма центрирования пластин 3 относительно стержней 23, снабженному ручным приводом от маховика 52. На суппорте 51 установлен силовой цилиндр 53, шток которого связан с кареткой 54, несущей конические ролики 55. На суппортах. 51 также установлены упоры 56, взаимодействующие, как и ролики 55, с кромками пластин 3 при установке последних на позицию сборки.
Автомат снабжен пневмосистемой управления, обеспечивающей с помощью системы концевых выключателей все транснортные и рабочие операции цикла изготовления и сборки из асбоцементных пластин блоков оросителей градирен.
Автомат работает следующим образом.
Перед началом работы на стол 2 устанавливают пакет из асбоцементных пластин 3. Вращением маховиков 52 устанавливают суппорты 51 таким образом, чтобы расстояние между упорами 56 соответствовало ширине обрабатываемых пластин 3. Загружают в бункер 46 керамические шайбы и перемещают плиту 27 в верхнее положение, при котором укрепленная на ней и повернутая в горизонтальное положение (фиг. 1) плита 32 оказывается ниже нлоскости расположения осей конических роликов 55. В гнезда направляющих колонок 21 устанавливают стержни 23 с гайками 22, при этом губки 41 и 42 иневмозахватов 40 раскрыты и не препятствуют перемещению гаек 22 через отверстия в плитах 32 и 24.
Поворотом кронштейна 45 вокруг стойки 44 размещают механизм для установки керамических шайб на стержни 23 в рабочее положение и после включения привода стола 2 перемещают последний на шаг, равный толщине пластины 3. В результате верхняя пластина из пакета, установленного на столе 2, оказывается на уровне захвата 18, находящегося к началу работы у задней кромки этой пластины. В этот момент включают силовой цилиндр 19, который перемещает штангу 16 с захватом 18 в положение, показанное на фиг. I, при этом пластина 3 оказывается размещенной в штампе 4 па позиции пробивки отверстий.
После пробивки в пластинах 3 отверстий под стержни 23 снова включают цилиндр 19, захват 18 перемещается в исходное положение, а захват 17 размещается у кромки пластины 3, находящейся в штампе 4.
Стол 2 поднимают еще па один пшг, захват 18 перемещает очередную пластину 3 в штамп 4, а захват 17 перемещает предыдущую пластину 3 из штампа 4 па конические ролики 55 устройства для сборки пластин 3 со стержнями 23.
Каретки 54 перемещают в противоположных направлениях, установленные на них ролики 55 расходятся, и пластина 3 плавно опускается на поверхность горизонтально расположенной той части Г-образной сборочной плиты 32, на которой размещен пневмозахват 40. При опускании пластины 3 верхние концы стержней 23 проходят через отверстия в пластине и выступают над поверхностью пластины 3 на величину, равную суммарной толщине пластины и керамической щайбы.
С помощью мехапизма для установки керамических шайб последние размещают на выступающих концах стержней 23, вновь поступившая на конические ролики 55 (занявшие к этому моменту исходное положение) пластина 3 своей передней кромкой, воздействуя на концевой выключатель (не показан), включает привод перемещения плиты 27, которая опускается на шаг, равный суммарной толщине пластины и керамической шайбы.
Цикл повторяется до тех пор, пока плита 32 не ляжет на пневмозахваты 40. установленные на плите 24 и зажимающие до этого номента нижние концы стержней 23. После установки плиты 32 на пневмозахватах 40 плиты 24, пневмозахваты 40 плиты 32 также закрываются. Под действием приводного силового цилиндра 25 обе плиты 24 и 32 опускаются совместно до тех пор, пока нижняя пластина 3 собираемого блока не ляжет па гайки 22, установленные в гнездах колонок 21.
После этого автомат выключают поворотом кронштейна 45 механизм 48 отводят в сторону от собранного блока пластин 3. На верхние концы стержней 23 навинчивают гайки 22, стягивающие собранный блок пластин 3, и включают привод перемепгепия плиты 32, поднимающий плиту с блоком.
После подъема плиты 32 выше торцов паправляюпшх 26 ее движение прекращается; включают электродвигатель 36 привода поворота плиты 32. После поворота плиты 32 вместе с блоком пластин 3 на 90° против часовой стрелки (фиг. 1) блок пластин захватывают за концы стержней 23, находящиеся в горизонтальном положении, и удаляют из автомата.
После возвращения механизмов и устройств автомата в исходное положение рабочий цикл может быть повторен.
Предмет изобретения
1.Автомат для пробивки отверстий в пластнпах и сборки их со стержнями в пакет, содержащий станину, на которой размещены штамп для пробивки отверстий в пластинах под стержни, устройство для ептрирования пластин при сборке их со стержнями, устройство для подачи пластин в штамп и перемещения их к устройству для сборки, включающему установленные на направляющих неподвижную опорную и подвижную сборочную плиты, между которыми смонтирована промежуточная плита, выполненная так же, как подвижная сборочная плита со сквозными отвепстиями для размещения в пих стержней, отличающийся тем, что, с пелью обеспечения сборки пластин из хрупких материалов, папример из асбоцемента, для блоков оросителей градиреп, стержни установлены на торцах направляющих соосно с ними, сборочпая и промежуточная плиты снабжены пневмозахватами с губками, обхватывающими направляющие и стержни и фиксирующими обе плиты на направляющих и, кроме того, промежуточную плиту на стержпях, при этом промежуточная плита снабжена приводом перемеш,ения вдоль направления перемещения сборочной плиты, выполпенной вертикально подвижной с возможностью поворота на 90° вокруг оси, перпендикулярной направлению ее перемещения.
2.Автомат по п. 1, отличающийся тем, что устройство для центрирования пластин при сборке их со стержнями выполнено в виде двух устаповлепных с противоположных сторон пластины cvnnopTOB с каретками, возвратно-поступательно подвижными перпендикулярно кромками пластины, а также взаимодействующими с кромками пластины упорами, закрепленными па суппортах, и коническимп роликами, устаповлепными на каретках.
3.Автомат по п. 1, о т л ц ч а ю щ и и с я тем, что устройство для подачи пллстпн п штамп и перемещения их к устройству для сборки выполнено в виде слгонтировапной на неподвижной части штлмпа и подвижной вдоль направления перемещения пластин штанги с захватами шарнирно закрепленными на ней на расстоянии один от другого, равном длине пластины.
/
/
/
4; 2t
22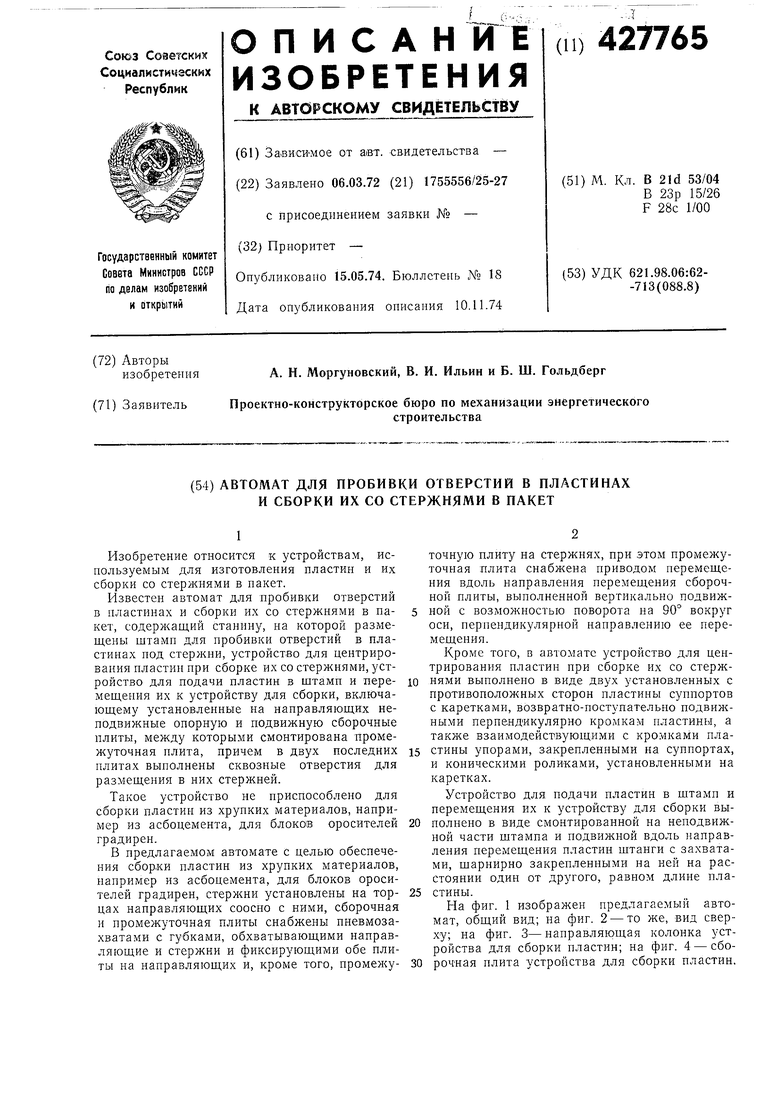
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для пробивки отверстий в пластинах и сборки их со стержнями в пакет | 1982 |
|
SU1201163A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ ПЛАСТИНЧАТЫХФИЛЬТРОВ | 1967 |
|
SU194762A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Устройство для сборки теплообменников | 1989 |
|
SU1801078A3 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН-РЕБЕР ИЗ РУЛОННОЙ ЛЕНТЫ И СБОРКИ СЕКЦИЙ РЕБРИСТЫХБАТАРЕЙ | 1967 |
|
SU196027A1 |