Известны автоматы для сваркп неповоротиы.х стыков труб иеплавящимся электродом в защитной среде, содержащие илапшайбу, механизмы перемещения, сварочную головку, установленную на плавающем сунпорте, дкстаппионное управление и программирующее устройство цикла сваркн.
Предложенный автомат отличается от известных наличием механизма скачкообразного изменения длины дуги, смонтированным на нланщайбе. Этот механизм выиолнен в виде коипрного ролпка с подпружпненной рычажной системой, управляемого кулачком с рукояткой и связаиного с плавающпм суппортом сварочной головки. Механизм иеремещенпя плаищайбы со сварочной головкой поперек стыка, вынолненный в виде рычажио-винтово системы, расноложен на ненодвижном кориусе автомата. Такое вынолнение автомата обеспечивает возможность ведения проиесса сваркп методом автоопрессовкп п позволяет сваривать пеповоротпые етыкп труб в труднодостунных местах и узкостях, например труб иоверхиостей котлов.
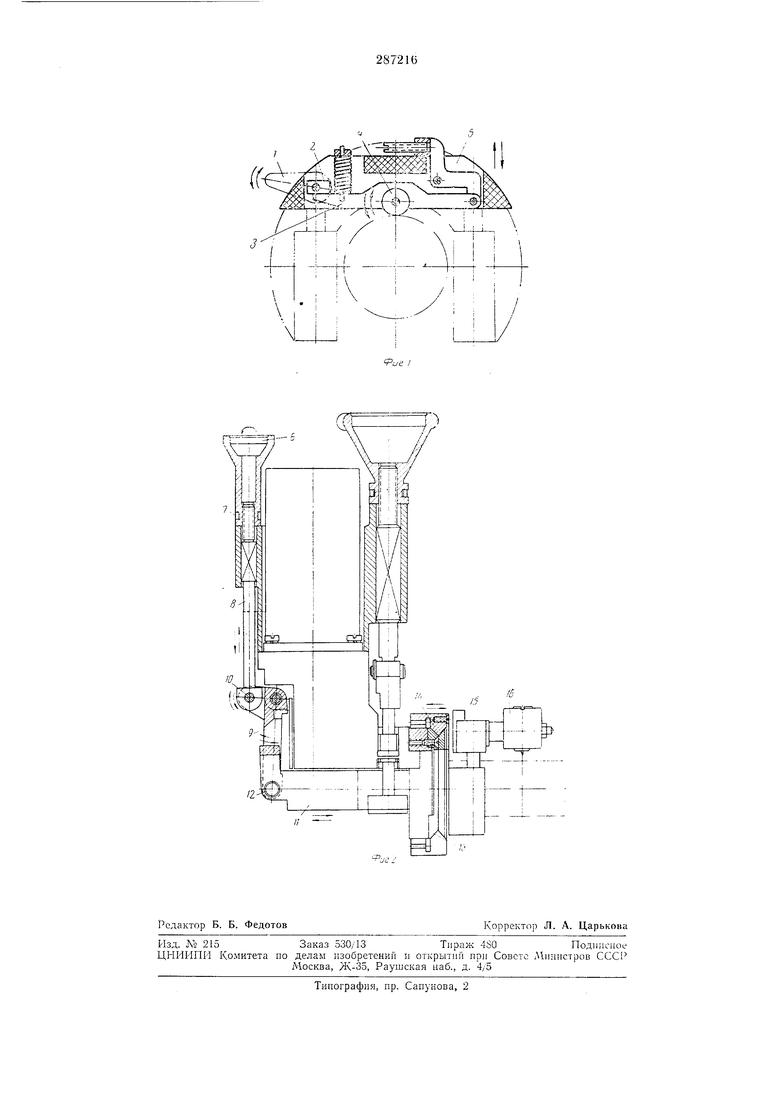
Па фиг. 1 представлен механ 1зм скачкоопразиого изменения длины дуги.
иым к нему коппрнылг ролпком 4. Один конец рычага упирается в кулачок 2, другой связан с плавающим суппорто.м 5 сварочной головки (на чертеже не показана). При гювороте кояткн / с кулачком 2 в крайнее ноложепие (на 90°) рычаг / с коинрным ролпком 4 опускается п, отталкиваясь от трубы (показана пункгиром), поднимает плава1оп;пй суппорт сварочной го.товкп, тем самым увеличивая длнпу дугп.
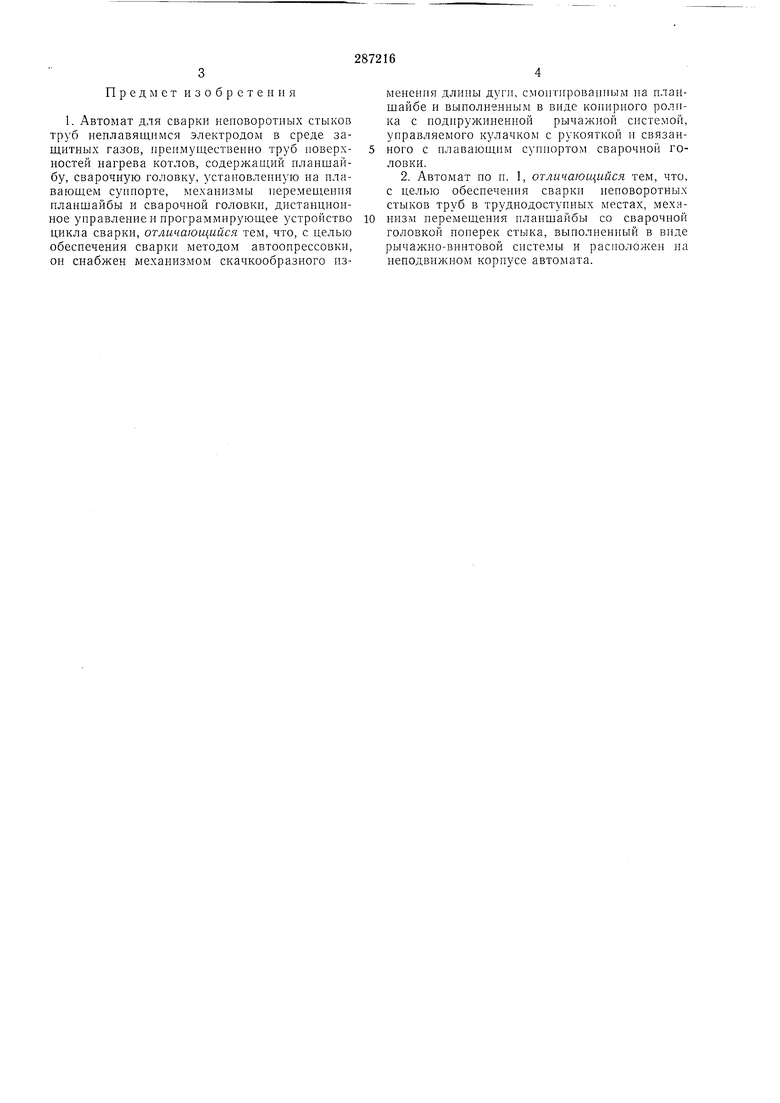
Копструкцпя органов днстанционного управления перемеи енпем плаищайбы со сварочной головкой схематически представлена на фиг. 2.
Она состоит из рукоятки 6, закрепленной вилкой 7, тягп 5, перемещающейся вдоль собствеииой оси (во избежапие проворачивания тяга 8 нмеет квадратное сечеппе с нарезкой на конце), вилки 9, соедпнеииой с тягой Л
щтифтом 10, неремещающегося вдоль корпуса автомата суппорта //, соединенного с вилкой 9 щтифтo 12. суппорту // кренятся паиравляющпе 13 илаищайбы 14. на которой расположен плавающнй суииорт 15 со сварочной
головкой 16. При вращеппп рукоятки 6 тяга 8 перемещается вдоль осп, поворачивает вилку 9. которая при IIOMOHIH супнорта // перемещает плапщайбу 14 вдоль осп сварпваемой трубы. 1. е. поперек свариваемого стыка,
Предмет изобретения
1. Автомат для сварки неповоротных стыков труб неплавящимся электродом в среде защитных газов, нреимущественно труб поверхностей нагрева кот.чов, содержащий планщайбу, сварочную головку, установленную на нлавающем суннорте, механизмы иеремещения планщайбы и сварочной головки, дистаннионное управление и программирующее устройство цикла сварки, отличающийся тем, что, с целью обеснечения сварки методом автоопрессовки, он снабжен механизмом скачкообразного изменения длины дуги, смоитпроваипым на плаищайбе и выполненным в виде коиирного ролпка с подпружиненной рычажной системой, уиравляемого кулачком с рукояткой и связанного с плавающнм суппортом сварочной головки.
2. Автомат по п. 1, отличающийся тем, что, с целью обеспечения сварки неиоворотных стыков труб в труднодостунных местах, механизм перемещения планщайбы со сварочной головкой поперек стыка, выполненный в виде рычажно-винтовой системы и расположен па неподвижном корпусе автомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU282563A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU648365A1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU887097A1 |