Изобретение относится к кузнечно-штамповочному нроизводству, и в частности к ковке дисков.
Известен способ изготовления сплошных дисков путем подсадки слитка, прошивки и последуюшей осадки полученной заготовки. Однако этот способ связан со сложными и трудоемкими ковочными операциями, требует повышенного припуска на механическую обработку, увеличенного расхода металла и использования слитков большого развеса, что снижает выход годного.
Предлагаемый способ отличается от известного тем, что перед осадкой в прошитое отверстие заготовки плотно помеш.ают лробку из материала с физико-механическими свойствами, близкими к свойствам материала заготовки, к соединяют заготовку с пробкой путем сварки вакуумплотным швом по линиям сопряжения на торцах, а после осадки полученную поковку подвергают отжигу для обеспечения диффузии сопряженных поверхностей заготовки и пробки. Это обеспечивает получение заданных физико-механических свойств центральной зоны .поковки.
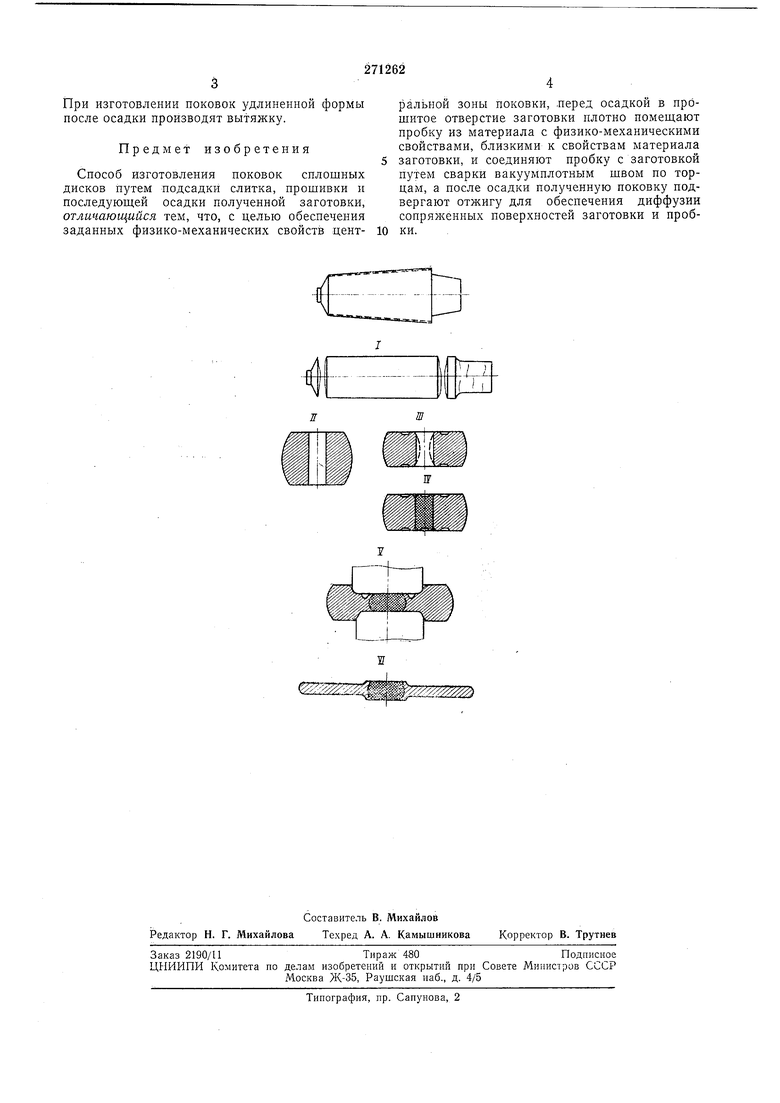
На чертеже показана схема ковки на примере изготовления поковки типа диска.
I.Биллетирование слитка, рубка поддона и прибыли.
II.Осадка заготовки до высоты, при которой возможно прошивкой удалить осевую
деффективную зону слитка. Осадку производят для полной проработки центральных слоев прошитой заготовки.
III.Расточка поверхности с чистотой поверхности по V 5. Отверстие мол-гет быть как
цилиндрическое, так и коническое.
IV.В отверстие, обезл иренное и протравленное, на плотную носадку вставляется пробка. Свойства металла пробки должны удовлетворять требованиям к дискам по механическим свойствам. Поверхность пробки протачивают, обезжиривают и травят. Линии соединения по торцовым поверхностям подготавливают для сварки и заваривают вакуумплотным швом.
V.Составную заготовку нагревают до ковочной температурит и осаживают, после чего производят диффузионный отжиг. Осадку заготовки производят бойками, площадь которых может быть больше либо меньше .площади торцов заготовки. При осадке и отжиге по сопряженной поверхности происходит свар ка.
При изготовлении поковок удлиненной формы после осадки производят вытяжку.
Предмет изобретения
Способ изготовления поковок сплошных дисков путем подсадки слитка, прошивки и последуюпдей осадки полученной заготовки, отличающийся тем, что, с целью обеспечения заданных физико-механических свойств центральной зоны поковки, леред осадкой в прошитое отверстие заготовки плотно помещают пробку из материала с физико-механическими свойствами, близкими к свойствам материала заготовки, и соединяют пробку с заготовкой путем сварки вакуумплотным швом по торцам, а после осадки полученную поковку подвергают отжигу для обеспечения диффузии сопряженных поверхностей заготовки и пробки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составных заготовок | 1980 |
|
SU889249A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2024 |
|
RU2839977C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| СПОСОБ КОВКИ КРУПНЫХ ВАЛОВ | 1992 |
|
RU2036745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНЫХ КОЛЕЦ ДЛЯ РОТОРОВ ТУРБОГЕНЕРАТОРОВ | 2019 |
|
RU2741048C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
