(54) СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СПЛОШНЫХ ДИСКОВ | 1970 |
|
SU271262A1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ изготовления полуфабрикатов для прессования биметаллических труб | 1983 |
|
SU1431664A3 |
| Способ изготовления крупногабаритныхбЕСшОВНыХ ТРуб | 1979 |
|
SU804046A1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2091943C1 |
I
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления заготовок для последующей ковки или штамповки, в частности составных заготовок.
Известен способ изготовления составных заготовок, включаюш,ий получение полой заготовки из осаженного слитка прошивкой, запрессовку в ее полость пробки, соединение заготовки с пробкой путем сварки вакуумплотным швом по торцам, нагрев до ковочной температуры, пластическую деформацию и диффузионной отжиг 1.
Однако этот способ не позволяет получить гетерогенную заготовку с различными физико-механическими свойствами и соединение с одинаковыми прочностными свойствами по сопряженной поверхности ввиду неравномерности напряжений и деформаций по высоте при осадке составной заготовки.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности получения гетерогенных заготовок с различными механическими свойствами и повышение качества получаемых заготовок.
Поставленная цель достигается тем, что согласно способу изготовления составных заготовок, включающем получение полей заготовки из осаженного слитка прошивкой, запрессовку в ее полость пробки, соединение заготовки с пробкой путем сварки вакуумплотным швом по торцам, нагрев до ковочной температуры, пластическую деформацию и диффузионный отжиг, пластическую деформацию составной заготовки осуществляют путем ее выдавливания со степенью деформации 10-50 /0 с последующей выдержкой под давлением до нижнего предела ковочной температуры.
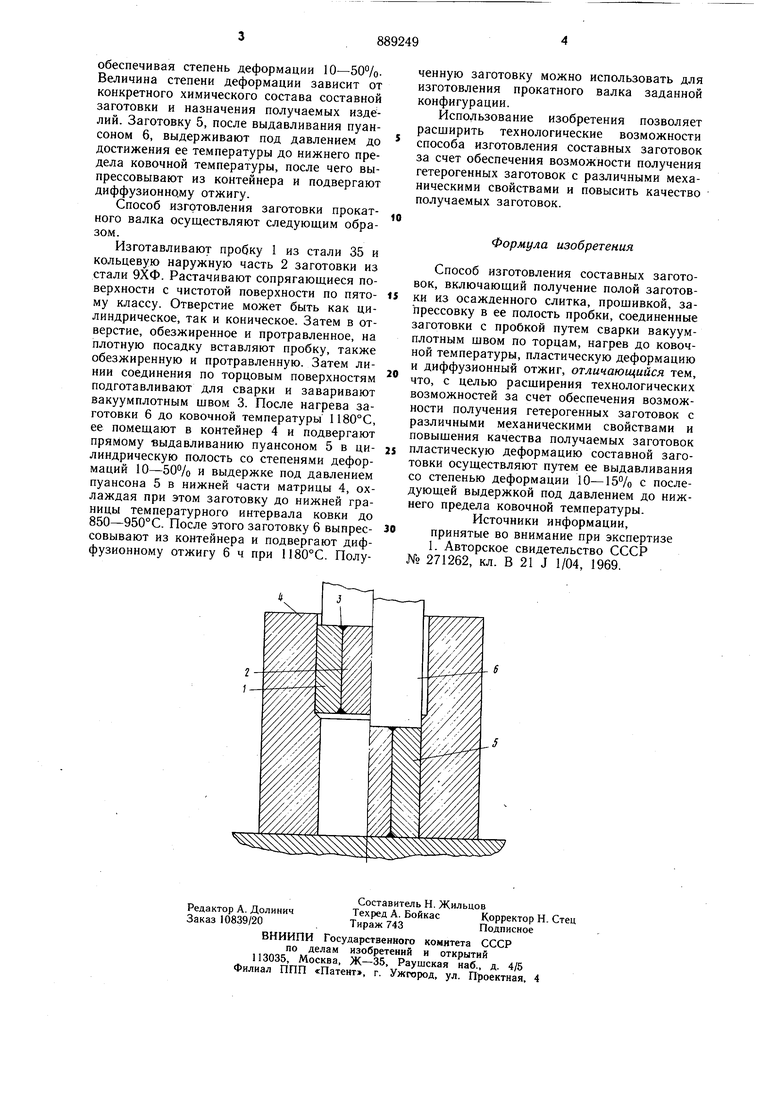
На чертеже приведена схема, поясняющая предлагаемый способ.
В полую : аготовку 1, полученную из слитка путем его осадки и прошивки с последующей механической и обезжиривающей обработкой, впрессовывают по плотной посадке пробку 2. Места сопряжения по торцам полой заготовки 1 и пробки 2 заваривают вакуумплотным швом 3. Полученную таким образом составную заготовку нагревают до ковочной температуры, помещают в контейнер 4 и подвергают прямому выдавливанию в цилиндрическую полость контейнера 4,
