Изобретение относится к способам производства заготовок изделий из коррозионностойкой стали аустенитного класса, в частности стали 15Х15Г16АНФ (см. хим. состав в патенте RU №2375492 С1).
Предполагаемое изобретение может быть использовано при изготовлении заготовок деталей для энергетического машиностроения, преимущественно для бандажных колец (далее БК) роторов турбогенераторов.
Известен способ изготовления бандажных колец, включающий выплавку слитка, ковку кольцевой заготовки на прессе, термическую обработку(аустенизация), предварительную механическую обработку под упрочнение полугорячей раскаткой на оправке, полугорячую раскатку на оправке, низкотемпературную термообработку для снятия напряжений и чистовую механическую обработку в сдаточные размеры детали [1].
Недостатком этого способа является то, что он применяется для изготовления заготовок бандажных колец из среднеуглеродистых некоррозионностойких марок сталей типа 60Х3Г8Н8В и не может быть применен для изготовления заготовок БК из коррозионностойких сталей.
Также недостатком указанного способа является неконтролируемая анизотропия механических свойств металла по окружности, высоте и толщине кольца при упрочнении полугорячей деформацией на оправке вследствие осуществления дробных частных деформаций, неравномерно перемещаемых по окружности при повороте кольцевой заготовки. При этом полугорячая деформация при низкой температуре затрагивает только поверхностные слои на небольшую глубину и при дальнейших операциях заготовка утрачивает прочностные характеристики. Кроме того, значительно увеличиваются пиковые нагрузки на оборудование и оснастку, что часто приводит к выходу их из строя.
Известен также способ изготовления бандажных колец, включающий выплавку слитка, ковку кольцевой заготовки на прессе, термическую обработку(аустенизацию), механическую обработку перед упрочнением кольцевой заготовки внутренним гидравлическим давлением (далее гидрорастяжение), операция гидрорастяжения, низкотемпературная термообработка для снятия напряжений и чистовая механическая обработка в сдаточные размеры [2] - прототип.
Указанный способ применяется преимущественно для изготовления заготовок БК из коррозионностойких сталей типа 12Х18АГ18-Ш.
Недостатками указанного способа являются сложная многооперационная технология упрочнения гидрорастяжением, изготовление и применение дорогостоящего и громоздкого оборудования для гидрорастяжения (см. а.с. СССР №198915 1967 г. МПК В30В), а также сложной в изготовлении, наладке и эксплуатации оснастки. Кроме этого, при растяжении кольцевой заготовки в холодном состоянии, в результате интенсивных растягивающих напряжений происходит частичное исчерпание ресурса прочности и пластичности наружных поверхностных слоев бандажного кольца, что может отрицательно сказаться на его эксплуатационных характеристиках как наиболее нагруженной детали в турбогенераторах.
Задачей, решаемой предполагаемым изобретением является повышение механических свойств заготовок бандажных колец путем применения стали 15Х15Г16АНФ, упрощение технологического процесса и снижение себестоимости изготовления путем совмещения отдельной операции аустенизации с операцией прошивки заготовки кольца в процессе его ковки, упрочнение путем снижения температуры конца операции финишной ковки кольца, применения дополнительной упрочняющей термообработки и, как следствие, исключения многоступенчатой операции гидрорастяжения, связанной с изготовлением и применением дорогостоящих, сложных оборудования и оснастки, а также операции низкотемпературного отжига для снятия напряжений.
Технология изготовления заготовок бандажных колец по способу-прототипу состоит из следующих операций:
- выплавка стали в дуговых электрических печах;
- ковка кольцевой заготовки на прессе в интервале ковочных температур, заданном техпроцессом;
- предварительная механическая обработка;
- отдельная операция аустенизации;
- механическая обработка под операцию гидрорастяжения;
- операция гидрорастяжения кольцевой заготовки с применением специальных, дорогостоящих оборудования и оснастки;
- низкотемпературный отжиг для снятия напряжений;
- механическая обработка в сдаточные размеры;
Представленная технология является многооперационной и сложной в осуществлении, так как требует громоздкого и дорогостоящего оборудования для создания высокого давления при растяжении кольцевой заготовки внутренним гидравлическим давлением до холодной пластической деформации. Следует отметить, что указанная операция упрочнения выполняется за несколько переходов, т.к. требует больших энергозатрат для холодной пластической деформации кольцевой заготовки, т.е. каждый переход достаточно продолжителен по времени. При этом используемая оснастка также является сложной в исполнении, наладке и эксплуатации.
Указанная задача решается путем применения коррозионностойкой, хромомарганцевой, азотсодержащей стали аустенитного класса 15Х15Г16АНФ (см. патент RU 2375492 С1, авторы: Степурин А.В., Зиберт О.А., Серебряков Д.В., Нуреев P.M.)
Химический состав указанной стали содержит в %:
С 0,15-0,20; Si 0,2-1,0; Mn 15,0-16,0; Cr 14,0-16,0; Ni 0,8-1,2; N 0,3-0,45; V 0,2-0,4; Zr 0,02-0,04; Fe - остальное. При необходимости производят переков слитка в электроды и последующий их электрошлаковый переплав.
Температурный интервал ковки кольцевых заготовок из слитков этой стали, заданный техпроцессом: Тнач.=1210°С, Тконца ковки=1000°С.
Указанная сталь аустенитного класса, поэтому в технологическом процессе изготовления кольцевых поковок имеется операция термообработки (аустенизация), которая выполняется для улучшения макро- и микроструктуры металлов этого класса и является эффективным средством предупреждения межкристаллитной коррозии и придания стали оптимального сочетания механических и антикоррозионных свойств. Обычно она представляет собой нагрев в интервале температур 900°-1100°С и быстрое охлаждение в соответствующей среде. В способе-прототипе она выполняется как отдельная операция, что влечет за собой дополнительные затраты и увеличение продолжительности техпроцесса.
В предлагаемом способе аустенизация производится путем совмещения операций прошивки и закалки в охлаждающей среде.
В технологическом процессе ковки кольца из слитка имеется операция прошивки диска под дальнейшую деформацию. Эта операция наименее продолжительна по времени, т.к. состоит из нагрева дисковой заготовки до Тковки=1210°С, перемещения ее в рабочую зону оборудования и прошивку инструментом за один ход пресса. За это время заготовка охлаждается ориентировочно до температуры 1000°±30°С, что достаточно для осуществления процесса аустенизации. Далее прошитая заготовка отправляется в охлаждающую среду.
Кроме того, при использовании предлагаемого способа отпадает необходимость в осуществлении также и операции низкотемпературного отжига, которая не требуется вследствие применения упрочняющей термообработки, что также удешевляет и упрощает технологический процесс.
Далее, особенностью стали 15Х15Г16АНФ является то, что содержание марганца в указанной пропорции и в комбинации с другими компонентами химсостава при финишной деформации кольца преимущественно ударным способом со снижением установленной температуры (1000°С) конца ковки на 200°…400°С позволяет значительно повышать механические свойства поковки за счет наклепа, что подтверждается результатами механических испытаний образцов, вырезанных из кольцевой пробы, отобранной из тела кольцевой заготовки. При этом снижение температуры конца ковки на 200°С и менее установленной температуры конца ковки незначительно повышает механические свойства заготовки. Снижение же температуры конца ковки более чем на 400°С повышает уровень механических свойств кольца более необходимого уровня, что в результате приводит к возрастанию недопустимых пиковых нагрузок на оборудование.
После окончания процесса ковки производят предварительную механическую обработку перед дополнительной упрочняющей термообработкой. В химическом составе стали 15Х15Г16АНФ имеются карбидообразующие элементы хром, марганец, ванадий, азот, которые образуют многокомпонентные структуры карбидов типа Ме7С3, VC и МеС в том числе с карбидами хрома и карбонитридами.
Указанные карбиды при нагреве в процессе ковки растворяются в аустените, а на стадии упрочняющей термообработки выделяются из перенасыщенного твердого раствора в виде мелкодисперсных фаз, повышающих прочность стали. При этом наличие азота в указанной стали ускоряет процессы выделения карбидных и карбонитридных фаз.
Процесс дополнительной упрочняющей термической обработки производят следующим образом.
После предварительной механической обработки кольцевую заготовку помещают в нагревательную печь, нагревают до температуры 700°±20°С, выдерживают при этой температуре 7 часов, далее охлаждают на воздухе. При этом изменяется структура стали за счет выделения указанных карбидов и карбонитридов в матрицу металла, что и приводит к его упрочнению. Применение этой операции позволяет исключить трудоемкую и сложную операцию гидрорастяжения и заключительную операцию низкотемпературного отжига, который присутствует в способе-прототипе.
В результате применения предлагаемого способа значительно упрощается технологический процесс получения кольцевой заготовки бандажного кольца путем совмещения процесса аустенизации с операцией прошивки и исключения операции низкотемпературного отжига. Кроме этого, повышение механических свойств финишной ударной деформацией поковки при пониженной ковочной температуре и дополнительная упрочняющая термообработка позволяет исключить дорогостоящую и сложную операцию гидрорастяжения кольцевой заготовки.
Пример.
Изготавливали заготовку бандажного кольца следующими размерами:
Ф500 X Ф404 X 125 мм из стали 15Х15Г15АНФ с химическим составом, изложенным выше.
Для этого выплавляли слиток массой 1,15 т из чистых шихтовых материалов в индукционной печи с основной футеровкой. Слиток перековали в электроды и произвели электрошлаковый переплав. Получился слиток размерами 350×350×1000 мм, массой 950 кг. Далее этот слиток ковали на прессе усилием 500 т. Перед каждой операцией ковки заготовку нагревали до температуры начала деформации 1210°±20°С, а ковку заканчивали при температуре 1000°±20°С. Сначала осуществили обжим слитка до промежуточной заготовки диаметром 270 мм, затем разделили на отдельное заготовки и осадкой получили диски размерами Ф 370×160 мм. После этого диски нагревали до 1210°С, доставляли из печи в рабочую зону пресса, на диск помещали прошивень Ф 150 мм, прошивали отверстие и сразу охлаждали заготовку в воде. Замер температуры заготовки перед охлаждением показал, что она снизилась до 1000°-1020°С, что достаточно для проведения аустенизации. Исследование шлифованных темплетов показало наличие плотной мелкозернистой структуры, что также способствует увеличению прочностных характеристик металла.
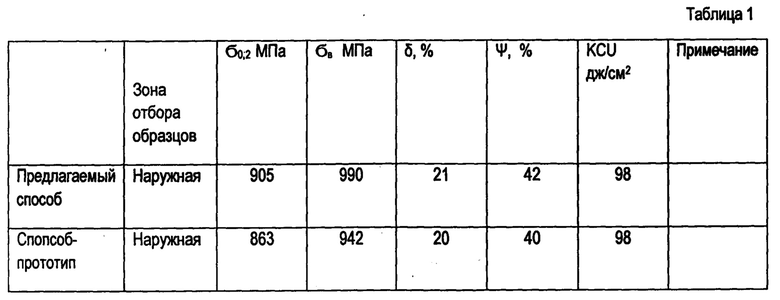
Далее заготовку опять нагревали до ковочной температуры и деформировали ударным способом на молоте с МПЧ 3 т до получения кольцевой заготовки конечных размеров Ф 525 × Ф 380 × 145 мм. При этом последние, финишные проходы осуществляли при снижении температуры в процессе деформирования до 700°С…650°С. В результате, вследствие склонности хромомарганцевой стали к упрочнению из-за наклепа, которая достигается в том числе и ударной деформацией, значительно увеличиваются механические свойства изделий из этой стали. Результаты испытаний механических свойств образцов, отобранных из кольцевой пробы приведены в таблице 1.
Одновременно в последних проходах несколько снижали усилия деформации, т.к. повышалась прочность изделия и усиливались нагрузки на оснастку и оборудование.
Сравнение механических свойств кольцевых заготовок, изготовленных по способу-прототипу, которые были изготовлены ковкой с нагревом в интервале установленных ковочных температур и предлагаемым способом, т.е. со снижением температуры в финишных проходах, приведены в табл. 1.
Далее произвели предварительную обточку заготовки в размеры Ф505 × Ф400 × 130 мм.
Обточенную заготовку поместили в нагревательную печь СДО и нагрели до температуры 700°±20°С и выдерживали 7 часов, после чего охладили ее на воздухе. После охлаждения отобрали кольцевую пробу, вырезали образцы по ГОСТ 1497-84 и провели испытания механических свойств. Результаты испытаний в сравнении со способом - прототипом приведены в табл.2
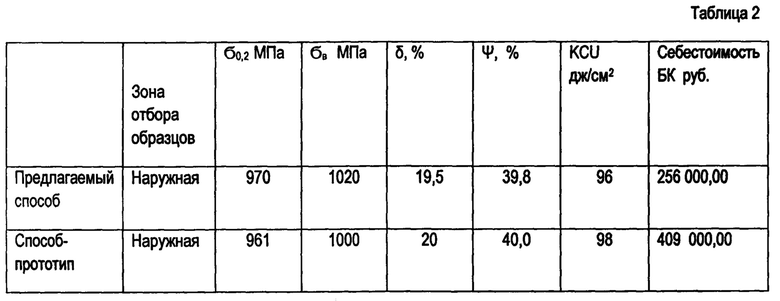
В результате применения предлагаемого способа упрощается технологический процесс и снижается себестоимость изготовления бандажных колец на 50…70% путем совмещения процесса прошивки с операцией аустенизации, упрочнение ударной деформацией со снижением температуры ковочного нагрева в финишных проходах, упрочняющей термообработкой кольцевой заготовки и исключения отдельной операции аустенизации, исключения дорогостоящей и сложной, многоступенчатой операции гидрорастяжения на специальных оборудовании и оснастке, а также исключения операции низкотемпературного отжига.
Использованная литература:
1. Е.П. Силина, Бандажные кольца роторов турбогенераторов, г. Санкт-Петербург, 2003 г., УДК 621.3.046:669.14.018.584, ISBN 5-901300-03-4, стр. 11-13.
2. Е.П. Силина, Бандажные кольца роторов турбогенераторов, г. Санкт Петербург, 2003 г., УДК 621.3.046:669.14.018.584, ISBN 5-901300-03-4, стр. 14-20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| Способ изготовления поковок | 1978 |
|
SU833344A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| КОРРОЗИОННОСТОЙКАЯ АУСТЕНИТНАЯ СТАЛЬ | 2008 |
|
RU2375492C1 |
| Способ изготовления поковок из стальных слитков | 1976 |
|
SU584954A1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 2011 |
|
RU2465979C1 |
| Способ изготовления плоских плит | 1990 |
|
SU1770016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ЗАГОТОВОК КОРПУСОВ БАЛЛОНОВ БОЛЬШОГО ОБЪЕМА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ СЖАТЫХ И СЖИЖЕННЫХ ГАЗОВ | 2022 |
|
RU2806681C1 |
Изобретение относится к изготовлению бандажных колец для роторов турбогенераторов из стали 15Х15Г16АНФ. Осуществляют выплавку слитка из стали 15Х15Г16АНФ, его ковку, прошивку слитка, совмещенную с аустенизацией его стали, до получения кольцевой заготовки. Производят предварительную механическую обработку кольцевой заготовки, ее упрочнение посредством финишной ударной деформации с обеспечением снижения ее температуры на 200…400°С ниже наименьшего значения установленного интервала горячей деформации стали 15Х15Г16АНФ. Осуществляют дополнительное упрочнение кольцевой заготовки путем ее нагрева до температуры 700±20°С с выдержкой при этой температуре в течение 7 часов и охлаждением на воздухе. Производят чистовую механическую обработку кольцевой заготовки. В результате упрощается технологический процесс. 2 табл.
Способ изготовления бандажных колец для роторов турбогенераторов из стали 15Х15Г16АНФ, отличающийся тем, что осуществляют выплавку слитка из стали 15Х15Г16АНФ, его ковку, прошивку слитка, совмещенную с аустенизацией его стали, до получения кольцевой заготовки, ее предварительную механическую обработку, упрочнение кольцевой заготовки посредством финишной ударной деформации с обеспечением снижения ее температуры на 200…400°С ниже наименьшего значения установленного интервала горячей деформации стали 15Х15Г16АНФ, дополнительное упрочнение кольцевой заготовки путем ее нагрева до температуры 700±20°С с выдержкой при этой температуре в течение 7 часов и охлаждением на воздухе и чистовую механическую обработку кольцевой заготовки.
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1993 |
|
RU2095896C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1936 |
|
SU58195A1 |
| US 3899705 A1, 12.08.1975. | |||

