Изобретение относится к обработке металлов давлением и может быть использовано в металлургической и машиностроительной промышленности при изготовлении поковок и заготовок из слитков.
Известны способы изготовления крупной поковки из слитка, включающие удаление в отход дефектных прибыльной и донной частей слитка и последующую ковку заготовки на окончательные размеры поковки (См. Ковка слитков на прессах / Л.Н. Соколов, Н.М. Золотухин, В.Н. Ефимов и др. / Под ред. Л.Н. Соколова. - Киев.: Технiка, 1984. - С. 24-39).
Недостатком указанных способов является то, что при таком изготовлении не достигается оптимальный уровень физико-механических, усталостных свойств и вязкости разрушения в направлении действия максимальных рабочих напряжений в готовой детали.
Известны способы ковки слитков на прессах с характеристикой схем течения - потокообразования металла при ковке в основных операциях ковки - протяжке, осадке, раскатке и др. (См. Тюрин В.А. Теория и процессы ковки слитков на прессах. - М.: Машиностроение, 10979. - 240 с.).
Указанный способ позволил исследовать процессы течения металла в различных операциях ковки и анизотропией механических свойств в полученных изделиях.
Известен способ изготовления поковки из слитка, включающий чередование операций нагрева и деформации последнего с отклонением осей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали (см. а.с. СССР №1747227, МПК B21J 5/00, 1/04, опубл. 15.07.92, бюл. №26).
Недостатком способа является отсутствие конкретных данных по параметрам процесса деформации слитка.
Наиболее близким к предлагаемому изобретению является способ изготовления поковки из слитка, включающий чередование операций нагрева и деформации последнего с отклонением осей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали, с отклонением осей первого порядка дендритов слитка осуществляют со степенью деформации ε=0,5-0,7 во всем объеме поковки (Патент РФ №2392084, МПК B21J, 1/04, опубл. 20.06.2010, бюл. №17).
Недостатком способа является то, что в нем указан интервал степеней деформации 0,5-0,7, равнозначных показателю степеней деформации 50-70%, по которым суммарную степень деформации слитка рассчитать невозможно, так как при протяжке - это безразмерная величина (F=Fнач/Fкон), а при осадке, вытяжке на оправке, раскатке, слябинге и листовой прокатке - степень деформации в процентах (ε=Н0-Нк/Н0×100%). Кроме того, указание на достижение степени деформации 0,5-0,7 во всем объеме поковки говорит о местной, локальной деформации в объеме, а не суммарной относительной деформации слитка за все переходы ковки - от слитка до готовой поковки.
Техническим результатом, на достижение которого направлено заявляемое решение, является обеспечение оптимального уровня физико-механических свойств в поковке (детали) на уровне требований выше технических условий.
Указанный технический результат достигается тем, что в способе изготовления сверхкрупной поковки из слитка, преимущественно на гидропрессах, включающем чередование операций нагрева и ковки слитка (заготовки) за несколько переходов с отклонением ветвей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали (изготавливаемой из поковки), ковку слитка осуществляют с относительной суммарной деформацией в интервале  с расчетом величины суммарной относительной деформации слитка по формуле:
с расчетом величины суммарной относительной деформации слитка по формуле:  l, где ε1-εn - величина относительной деформации за переход.
l, где ε1-εn - величина относительной деформации за переход.
Кроме того, для достижения уровня механических свойств в сверхкрупной поковке, отвечающих требованиям технических условий, ковку слитка осуществляют с относительной суммарной деформацией в интервале
А для достижения уровня механических свойств в сверхкрупной поковке выше требований технических условий, ковку слитка осуществляют с относительной суммарной деформацией в интервале 
При этом в сверхкрупной поковке обечайки реактора ветви первого порядка дендритов слитка располагают вдоль образующей окружности обечайки (тангенциально).
В сверх крупной поковке днища реактора ветви первого порядка дендритов слитка располагают вдоль криволинейной образующей днища (радиально).
В сверх крупной поковке диска турбины ветви первого порядка дендритов слитка располагают вдоль образующей окружности диска (тангенциально).
В сверхкрупной поковке ротора генератора и турбины ветви первого порядка дендритов слитка располагают на шейках поковки ротора вдоль оси ротора (продольно), а на бочке - тангенциально.
Научным обоснованием предлагаемого способа является монография Онищенко А.К. Теория промышленной ковки стали и сплавов / Под ред. А.К. Онищенко. М.: «Спутник+», 2021. - 305 с., ил. изд. 2-е переработанное и дополненное.
В указанной монографии показано, что волокно поковок - это не примеси, ориентированные вдоль направления действия максимальной деформации при ковке (как считалось и считается многими исследователями), а ветви осей первого порядка дендритов слитка. И именно по их направлению сталь и сплав обладают максимумом механических свойств и вязкостью разрушения к критическим деформациям при работе агрегата. Тем более, что литому металлу слитка присуща не только структурная (физическая) неоднородность, но и химическая - дендритная неоднородность, которую ликвидировать, при горячей обработке слитка, практически невозможно.
Поэтому учитывая, что достижение суммарной относительной деформации до 0,7 (получение волокнистой структуры во всем объеме поковки) в практике ковки крупных поковок не всегда возможно, то фактор ориентации ветвей первого порядка дендритов в изделии становится тем более определяющим. А при относительной деформации менее 0,5 в поковке будет иметь место остаточная физическая и структурная неоднородность исходного слитка.
Откуда следует, что для достижения уровня механических свойств в сверхкрупной поковке, отвечающих требованиям технических условий, ковку слитка необходимо осуществлять до достижения относительной суммарной деформации более 0,5, то есть величины  А для достижения уровня механических свойств в сверхкрупной поковке выше требований технических условий ковку слитка необходимо осуществлять до достижения относительной суммарной деформацией более 0,7. То есть величины
А для достижения уровня механических свойств в сверхкрупной поковке выше требований технических условий ковку слитка необходимо осуществлять до достижения относительной суммарной деформацией более 0,7. То есть величины 
Решение задачи расчета суммарной деформации слитка может быть найдено из условия постоянства объема и представления относительной деформации безразмерной величиной:
Откуда получаем

где: F1, F2 - начальная и конечная площадь сечения заготовки;
L1, L2 - начальная и конечная длина заготовки;
εF - относительная деформация площади сечения, б/р;
εL - относительная деформация длины заготовки б/р.
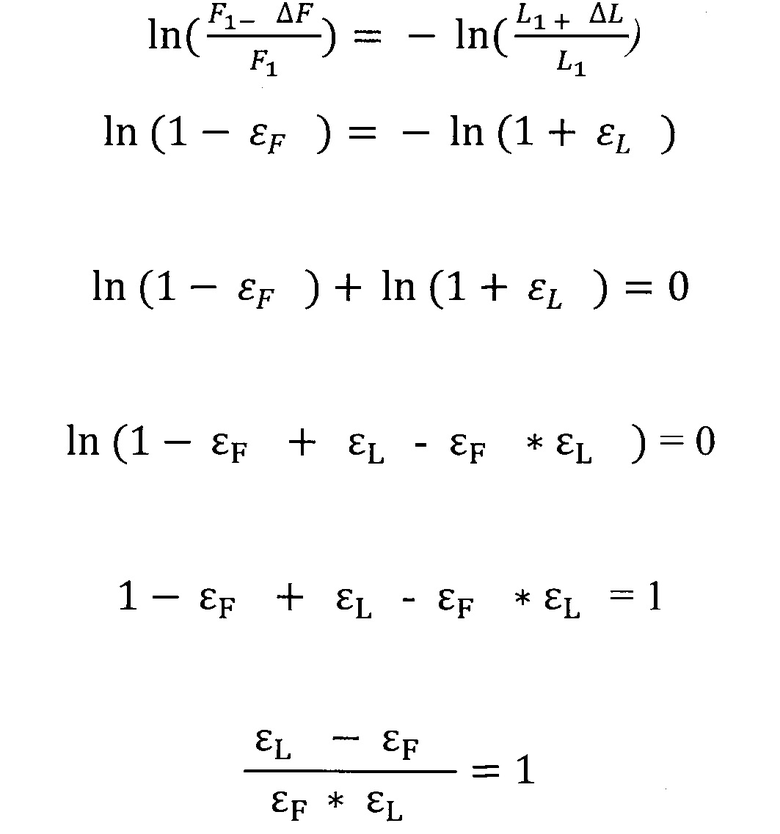
При этом, если:
1)  (протяжка, прокатка, волочение);
(протяжка, прокатка, волочение);
2)  (осадка, разгонка - раскатка дисков).
(осадка, разгонка - раскатка дисков).
Полученные зависимости показывают, что в реальном процессе ковки относительная деформация заготовки по модулю стремится к единице, находясь в пределах 0 < ε < |1|.
Широкими экспериментальными исследованиями, в том числе автора, на промышленных слитках массой до 420 т, показано, что при относительной суммарной деформации 0,5 происходит заварка пористости слитка, а при суммарной деформации 0,7 - полная трансформация литой дендритной структуры слитка в волокнистую - поковки.
Следовательно, оптимальной величиной суммарной относительной деформации слитка с целью достижения высокого уровня механических свойств стали - сплава нужно считать величину, близкую к 0,7.
Поэтому для изделий валов, работающих на изгиб, волокно в поковке должно располагаться вдоль оси, и максимальный уровень свойств должен быть на образцах продольного направлении. В обечайках - кольцах и дисках роторов турбин в тангенциальном направлении. А на роторах турбин и генераторов: на бочке - тангенциальном, а на шейках - продольном направлениях. Но во всех случаях, чтобы иметь плотную макроструктуру в поковке, относительная суммарная деформация во всем объеме последней должна быть не менее 0,5.
Способ осуществляют следующим образом.
Слиток нагревают в печи до максимальной температуры ковки и передают на гидравлический ковочный пресс.
При изготовлении дисков и обечаек производят ковку цапфы под манипулятор из прибыли слитка, биллетировку годной части слитка, разметку и рубку дефектных прибыльной и донной частей. После чего производят повторный нагрев заготовки и осуществляют ее осадку на прессе с относительной деформацией не менее 0,5. При этом после такой осадки (главная деформация радиальная) ветви первого порядка дендритов слитка будут ориентированы в радиальном направлении.
Для поковки диска осаженную заготовку сначала обкатывают по диаметру, а затем после правки торцов на поворотной плите пресса плоским верхним бойком разгоняют полученную заготовку до окончательных размеров поковки.
Последние операции позволяют переориентировать волокно из радиального направления в тангенциальное.
Для поковки обечайки осаженную заготовку прошивают и раскатывают на оправке. При этом суммарная относительная деформация слитка после раскатки должна составлять 0,7, обеспечивая переориентацию радиального волокна прошитой заготовки в тангенциальное - поковки обечайки.
Для поковок типа валов необходимо протяжкой обеспечить проковку слитка по сечению с относительной деформацией не менее 0,7.
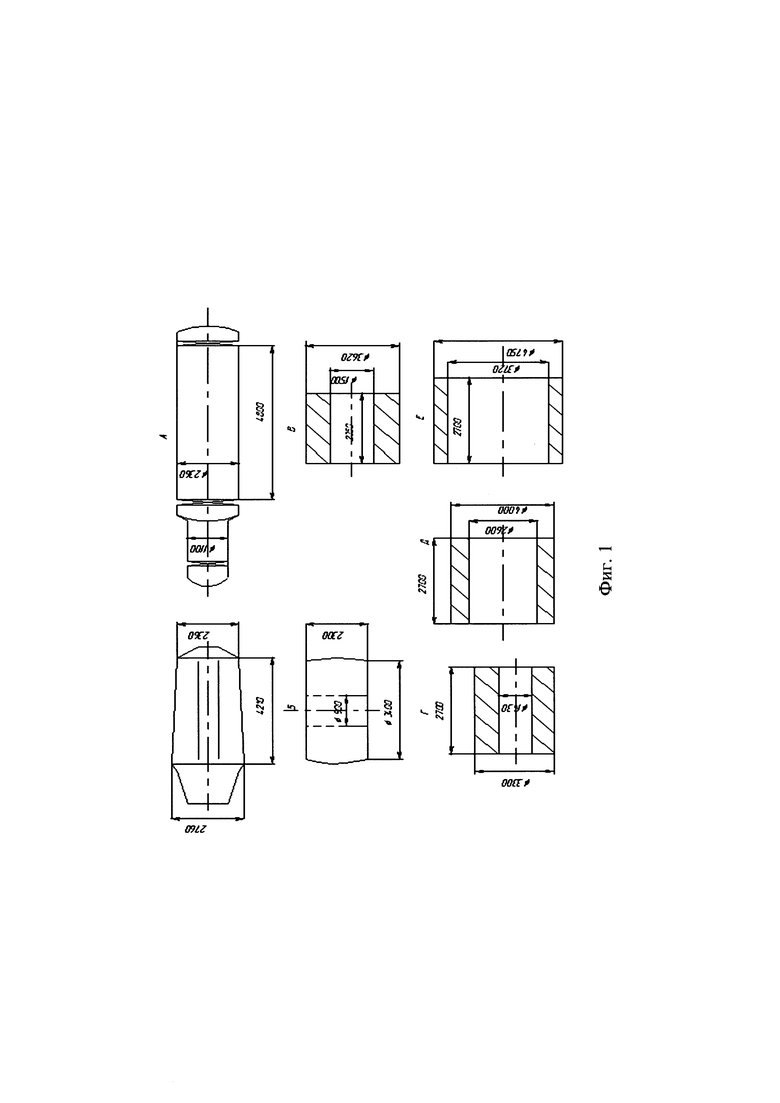
В качестве примера использования предлагаемого способа рассмотрим технологическую схему ковки обечайки реактора ВВЭР-1000 из слитка массой 235 т стали 15Х2НМФАА (Фиг. 1), включающую операции биллетировки - протяжки, осадки - прошивки, протяжки на оправке прошитой заготовки, предварительной и окончательной раскаток на оправке до размеров поковки.
При биллетировке слитка (Фиг. 1А) относительная деформация εA составит:

После осадки - прошивки (Фиг. 1Б)

Относительная деформация (по толщине стенки) после предварительной раскатки (Фиг. 1В) составит:

После протяжки на оправке (Фиг. 1Г) относительная деформация составит:

Упрощаем расчет, а именно: После предварительной раскатки (Фиг. 1Д), относительная деформация 

После раскатки на окончательные размеры поковки (Фиг. 1Е) относительная деформация по операции равна: 

Откуда суммарная относительная деформация слитка:

Что указывает на достижения полной трансформации дендритной структуры слитка в волокнистую - деформированную поковки, с мелкозернистой структурой в ее объеме.
Для проверки последнего утверждения воспользуемся формулой расчета суммарной относительной деформации по измельчению величины зерна дендритной структуры слитка до размеров зерна в поковке.
Исходя из структурных уровней пластической деформации и измельчения величины зерна от слитка к конечной поковке, суммарная деформация должна рассчитывается по формуле:

где: λ - истинная деформация; Rк, R0 - конечный и начальный размер зерна;
 относительная деформация.
относительная деформация.
Где: R0 - длина ветвей первого порядка дендритов слитка, а Rк - размер зерна в конечной поковке. И в данном случае можно говорить об истинной, суммарной деформации поковки, независимо от схемы напряженного - деформированного состояния в очаге деформации и вида операции ковки.
Исследования автора показали, что длина ветвей первого порядка в сверхкрупных слитках составляет 5,03 мм, а после ковки с уковами 9-11 литое зерно измельчается до размеров 1-2 мм. То есть средний размер зерна RK после ковки с суммарной относительной деформацией ε∑=0,7 составляет 1,5 мм. Логарифмическая деформация, рассчитанная по изменению радиуса зерна, соответственно, составит:  Откуда для относительной деформации получим:
Откуда для относительной деформации получим: 
То есть на примере ковки на автоматизированном ковочном комплексе АКК 120 МН поковки обечайки реактора ВВЭР-1000 из слитка массой 235 т расчеты суммарной относительной деформации слитка по обеим указанным зависимостям практически совпадают.
При расчете суммарной относительной деформации слитка на поковке вала ротора генератора 1200 МВТ из слитка массой 235 т стали 35ХНЗМФА с применением операций биллетировки, осадки, 4-х кратного прожима с «подстуживанием» и многократной протяжки на окончательные размеры бочки и шеек ротора в вырезных бойках получаем, что на бочке ротора суммарная относительная деформация составляет не менее 0,65, а на шейках - более 0,7.
То есть уровень механических свойств во всем объеме ротора по заявляемому способу должен превышать требования ТУ (Таблица 1).
Таким образом, заявляемый способ позволяет не только рассчитать суммарную относительную деформацию слитка, но и прогнозировать уровень получаемых механических свойств сверхкрупных поковок, полученных из этих слитков.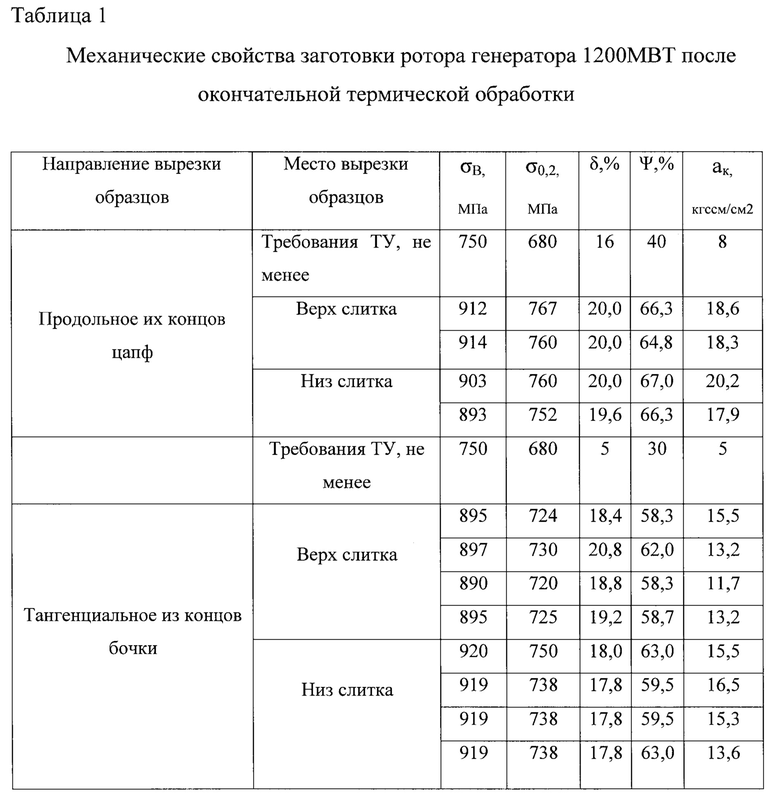
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА | 2023 |
|
RU2829614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2008 |
|
RU2392086C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в металлургической и машиностроительной промышленности при изготовлении поковок из слитков. Осуществляют чередование операций нагрева и ковки слитка за переходы с отклонением ветвей первого порядка дендритов слитка. Отклонение обеспечивают в направлении действия максимальных рабочих напряжений в детали, изготавливаемой из поковки. Ковку слитка ведут с суммарной относительной деформацией в интервале 0,5 ≤ ε∑ < 1. Величину суммарной относительной деформации рассчитывают по приведенной математической формуле. В результате в поковке обеспечивается оптимальный уровень физико-механических свойств. 3 з.п. ф-лы, 1 ил., 1 табл., 1 пр.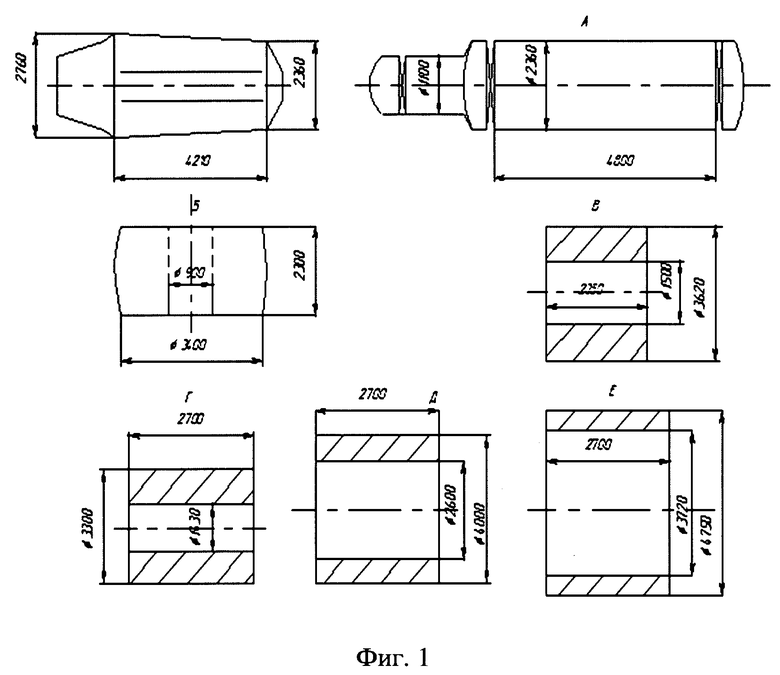
1. Способ изготовления поковки из слитка, включающий чередование операций нагрева и ковки слитка за переходы с отклонением ветвей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали, изготавливаемой из поковки, отличающийся тем, что ковку слитка осуществляют с суммарной относительной деформацией ε∑ в интервале 0,5 ≤ ε∑ < 1 с расчетом величины суммарной относительной деформации слитка по формуле:


где ε1-ε4 - величина относительной деформации за переход.
2. Способ по п. 1, отличающийся тем, что ковку слитка осуществляют на гидропрессе.
3. Способ по п. 1, отличающийся тем, что при изготовлении поковки обечайки реактора ветви первого порядка дендритов слитка располагают тангенциально окружности обечайки.
4. Способ по п. 1, отличающийся тем, что при изготовлении поковки днища реактора ветви первого порядка дендритов слитка располагают вдоль криволинейной образующей днища.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2025182C1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| US 4363234 A1, 14.12.1982 | |||
| WO 2013050935 A1, 11.04.2013. | |||

