Изобретение относится к технике разделки сортового проката на ножницах.
Известны устройства для установки необходимой длины отрезаемой заготовки на ножницах, содержащие узел подачи сортового проката, жесткий упор и узел дополнительного осевого перемещения проката к ножницам с силовым цилиндром, управляемым датчиком.
Однако эти устройства не обеспечивают достаточной точности отрезаемой длины заготовки.
Предлагаемое устройство отличается тем, что для повышения точности длины отрезаемой заготовки узел дополнительного осевого перемещения снабжен механизмом захвата, смонтированным на штоке силового цилиндра, а датчик выполнен в виде золотникового устройства, переключаемого при помощи рычага, постоянно взаимодействующего с торцом разрезаемого проката.
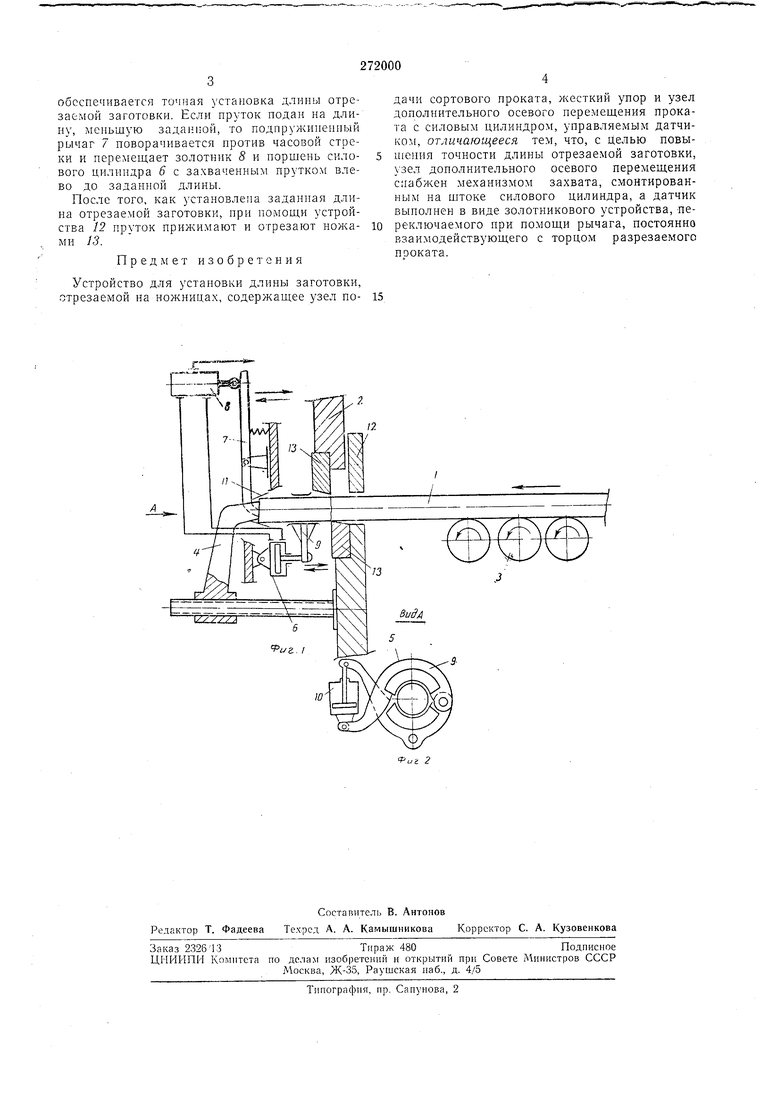
На фиг. 1 представлена, принципиальная схема предлагаемого устройства; на фиг. 2- вид по стрелке Л на фиг. 1. - Устройство от прутка / на ножницах 2, которые снабжены узлом подачи 3 проката до жесткого упора 4, содержит механизм 5 захвата, силовой цилиндр 6 и подпружиненный рычаг 7, взаимодействующий с золотником 8 управления и торцом прутка.
Механизм 5 захвата выполнен в виде niapнирно соединенных между собой губок 9, зажимающих пруток и приводшгых в действие пневмогидроцилиндром 10.
Рабочие полости силового цилиндра 6, на штоке которого смонтирован механизм 5 захвата и корпус которого шарнирно закреплен на станине, соединены с рабочими полостями золотника 8 управления контролирующего заданную длину отрезаемой заготовки.
Подпрзжиненный рычаг 7 выполнен поворотным и постоянно взаимодействующим с торцом прутка. Для центрпрования его конца относительно прутка на рычаге закреплен направляющий конус //.
Пруток 1 подается узлом подачи 3 до жесткого упора 4, причем при ударе его об упор он может отскочить назад. Зaтe пруток захватывается губками 9 при помощи пневмогидроцилиндра 10.
После захвата прутка давление рабочей среды через золотник 8 управления подается в одну из полостей силового цилиндра 6 в зависимости от установленного положения прутка. Если пруток подан на длину, большую заданной, то подпружиненный рычаг 7 поворачивается по часовой стрелке и перемещает золотник 5 вправо, заставляя поршень силового цилиндра 6 вместе с захваченным прутком передвинуться также вправо. Таким образом. обеспечивается точная установка длины отрезаемой заготовки. Если пруток подан на длину, меньшую заданной, то подпружиненный рычаг 7 поворачивается нротив часовой стреки и перемещает золотник 8 и поршень силового цилиндра 6 с захваченным прутком влево до заданной длины. После того, как установлена заданная длина отрезаемой заготовки, при помощи устройства 12 пруток прижимают и отрезают ножами 13. Предмет изобретения Устройство для установки длины заготовки, отрезаемой на ножницах, содержащее узел по- 15 5 10 дачи сортового проката, жесткий упор и узел дополнительного осевого перемещения проката с силовым цилиндром, управляемым датчиком, отличающееся тем, что, с целью повытения точности длины отрезаемой заготовки, узел дополнительного осевого перемещения снабжен механизмом захвата, смонтированным на штоке силового цилиндра, а датчик выполнен в виде золотникового устройства, переключаемого нри помощи рычага, постоянно взаимодействующего с торцом разрезаемого пооката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU749579A1 |
| Ножницы для резки пруткового материала | 1977 |
|
SU745355A3 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| НОЖНИЦЫ КРИВОШИПНЫЕ | 1970 |
|
SU262590A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
