При работе на фрезерных или строгальных станках для установки обрабатываемых изделий употребляются прямые подкладки разных размерой, подкладываемыё гюд деталь, зажимаемую в тисках. Для разных размеров обрабатываемой детали необходимо иметь набор подкладок. Предлагаемая универсальная регулируемая подкладка заменяет ряд отдельных подкладок
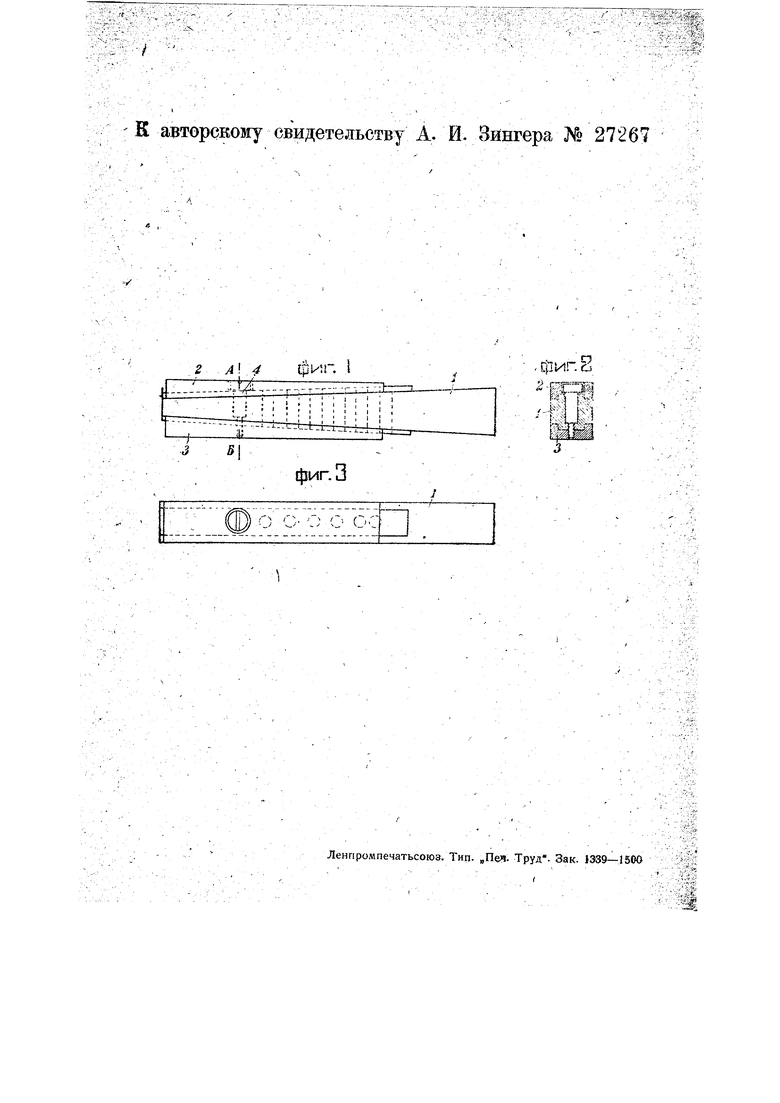
На прилагаемом чертеже фиг. 1 изображает вид подкладки сбоку; фиг. 2- разрез по АБ на фиг..1; фиг. 3 -вид подкладки сверху.
; Подкладка состоит из клиновидной полосы 1 с рядом сделанных в ней отверстий для, винта крепления 4. Снизу и сверху на клиновидную полосу накладываются две полосы (обжимки) 2 и 3, выполненные таким образом, что при наложении их на клиновидную полосу внешние их поверхности - параллельны друг другу. В обжимке 2 имеется одно отверстие для прохождения винта, с выточкой для головки; во второй обжимке 3 также имеется одно отверстие с резьбою для этого винта.
В зависимости от. нужного размера накладки клиновидную полосу передвигают между обжимками и закрепляют винтом.
Отверстия в клиновидной полосе высверливают на возможно близком расстоянии друг от друга для получения большего количества разных размеров высоты подкладки.
Для передвижения и более плотного крепления на клине сделаны с двух сторон выступы, соответственно которым, в каждой обжимке со стороны, прилегающей к клину, сделаны канавки.
Предмет изобретения.
)
Регулируемая подкладка для устаневки изделий при обработке их на- фрезерных станках, отличающаяся применением трех сочлененных между собою частей: внутренней клиновидной 1 и наружных 2 и 3 с параллельными внешними плоскостями, изменение расстояния между которыми производится путем перемещения части 1 относительно частей 2 и 3, а фиксирование частей в приданном им положении с помощью винта 4, вводимого в отверстие в частях 2 и 3 и в одно из отверстий в части 1. - К авторскому свидетельству А. И. Зингера № 27267
. фиг. S
фиг. 3

