Непрерь::и;ы подвод обрабатываемых изделии к фрезам, согласно изобретению, достигается тем, что по призматическим направляющим стола фрезерного станка переме цают несколько съемных ползунов, имеющих зажины для изделий. Перемещение ползунов осуществлено ари помощи помещенного на столе гтапка постоянно враихающегося пинта, взаимодействующего с полугаечной нарезкой ползунов.
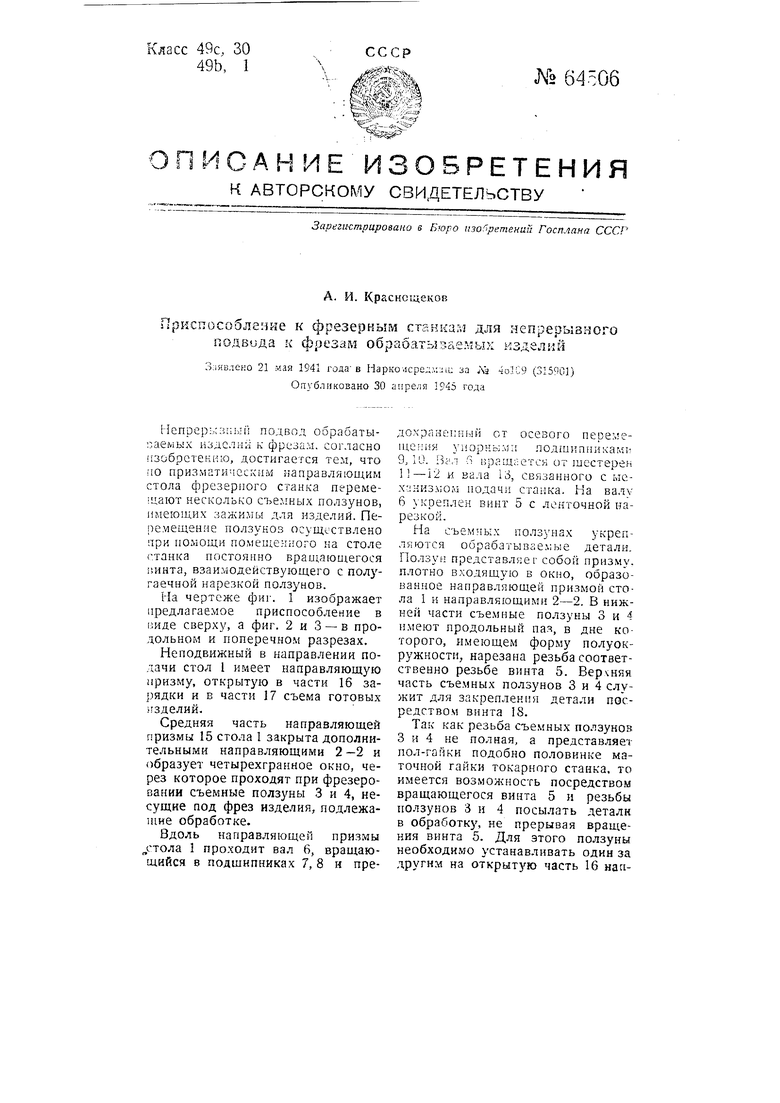
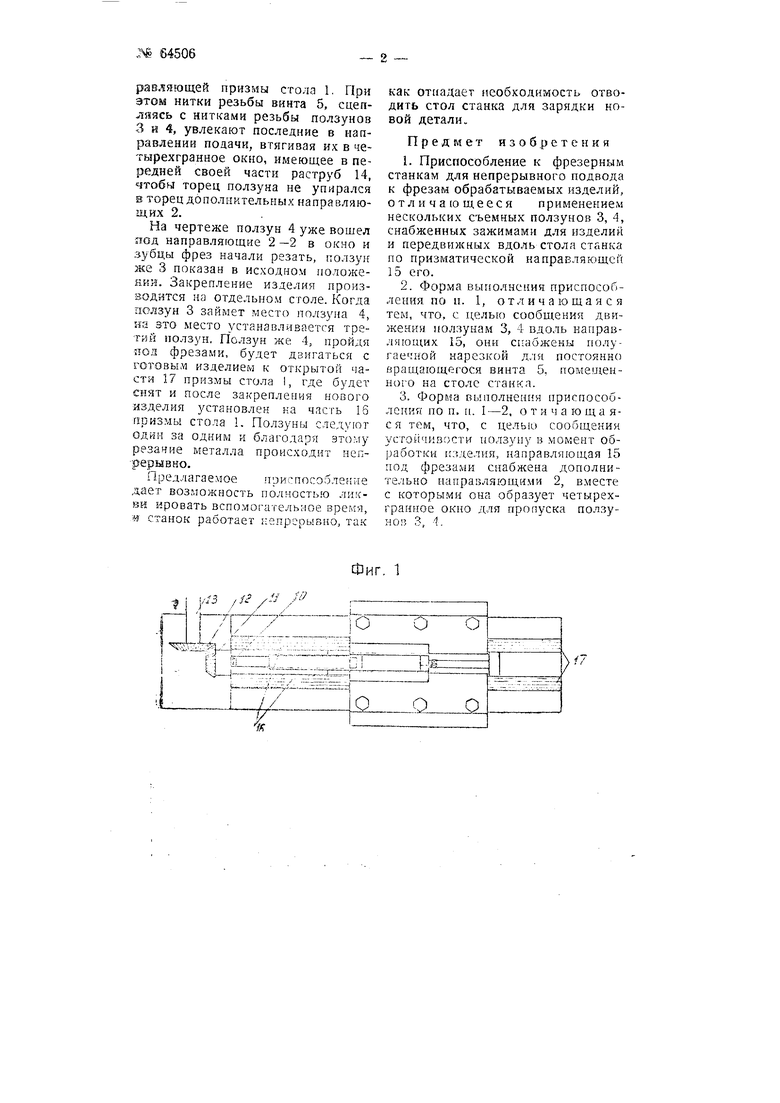
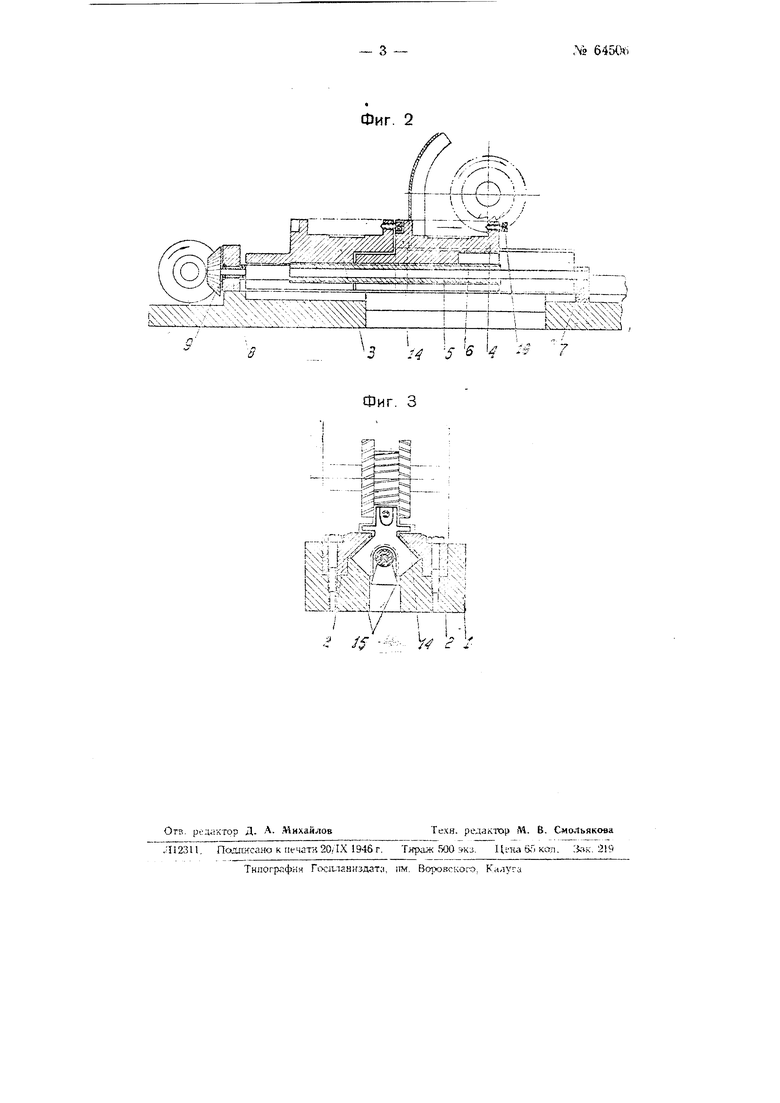
На чертеже фиг. 1 изображает предлагаемое приспособление в виде сверху, а фиг. 2 и 3 - в продольном и поперечном разрезах.
Неподвижный в направлении подачи стол 1 имеет направляющую призму, открытую в части 16 зарядки и в части 17 съема готовых изделий.
Средняя часть направляющей гфизмы 15 стола 1 закрыта дополнительными направляющими 2-2 и образует четырехгранное окно, через которое проходят при фрезеровании съемные ползуны 3 и 4, несущие под фрез изделия, подлежащие обработке.
Вдоль направляющей призмы /тола 1 проходит вал 6, вращающнйся 8 подшипниках 7, 8 и предохраненный от осевого перемеHiCriijH уиорны-м: подщип 1Н1-;ам19, 10. Г5У,1 fi вращается от шестерен к вала Г6, связанного с ыеханиз.;ом подач1 станка. На валу 6 укреплен винг 5 с ленточной нарезкой.
На съемных ползунах укрепляются обрабатываемые детали. Ползун представляв г собой призму, плотно входящую в окно, образованное направляющей призмой стола 1 и направляющими 2-2. В нижней части съемные ползуны 3 и 4 имеют продольный паз, в дне которого, имеющем форму полуокружности, нарезана резьба соответственно резьбе винта 5. Верхняя часть съемных ползунов 3 и 4 служит для закреплен Iя детали посредством винта 18.
Так как резьба съемных ползунов 3 и 4 не полная, а представ.дяет пол-гапки подобно половинке маточной гайки токарного станка, то имеется возможность посредством вращающегося винта 5 и резьбы ползунов 3 и 4 посылать детали в обработку, не прерывая вращения винта 5. Для этого ползуны необходимо устанавливать один за другим на открытую часть 16 нааравлйющей призмы стола 1. При этом нитки резьбы винта 5, сцепляясь с нитками резьбы ползунов 3 и 4, увлекают последние в направлении подачи, втягивая их в четырехгранное окно, имеющее в передней своей части раструб 14, чтобы торец ползуна не упирался Еторец дополнктельных направляющих 2.
На чертеже ползун 4 уже вошел лод направляющие 2-2 в окно и зубцы фрез начали резать, ползун же 3 показан в исходном положений. Закрепление изделия производится на отдельно- столе. Когда ползун 3 займет место ползуна 4, на зто место устанавливается третий ползун. Ползун же 4, прой;;я пол фрезами, будет двигаться с готовым изделием к открытой части 17 призмы стола I, где будет снят и после закрепления нового изделия установлен ка часть 16 призмы стола 1. Ползунр следуют ОДИН за одним и благодаря этому резачие металла происходит непрерывно.
Предлагаемое приспособление дгзет возможность по; ностью ликви ировать вспомогательное время, м станок работает непрерывно, так
как отпадает иеобкодимость отводить стол станка для зарядки новой детали.
Предмет изобретения
1.Приспособление к фрезерным станкам для непрерывного подвода к фрезам обрабатываемых изделий, отличающееся применением нескольких съемных ползунов 3, 4, снабженных зажимами для изделий и передвижных вдоль стола станка по призматической направляющей 15 его.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью сообщения движения ползунам 3, 4 вдоль направляющих 15, они снабжены полугаечной нарезкой для постоянно вращающегося винта 5, помеи,енного на столе станка.
3.Форма выполнения приспособления по п. н. I-2, о т и ч а ю щ а яся тем, что, с целью сообщения устойчивости ползуну в момент обработки изделия, направляющая 15 под фрезами снабжена дополнительно направляющими 2, вместе с юторыми она образует четырехгранное окно для пропуска ползунов 3, 1.