Изобретение относится к области строительства трубопроводов и,, в частности,к ; ;устройствам для сборки труб под сварку. ;
Известны внутренние центраторы для сборки труб под сварку, содержащие корпус .fc разжимныкта элементами, приводимыми в движение механизмом разжатия, и формирующую подкладку.
Отличием предложенного внутреннего центратора является то, что корпус выполйен в видэ двух цилиндрои с радиально раоположенными отверстиями, соединенными между собой втулкой с наружной кольцевой выборкой, в которой установлены разрезные кольца и сегменты формирующей подкладки, входящие в пазы, выполненные в разрезных кольцах, причем механизм разжатия выг1 лвен в виде попарно укреплен 1Ых в цилиндрах корпуса и соединеннь1х с пневмосетью поршней. При такой коютрукции центратора повышается качество сварного соединения и производительность при сборке под свар.-:.у обсадных труб над устзьэм скважин :). j Сущность изобретения поясняете чертеWOM.
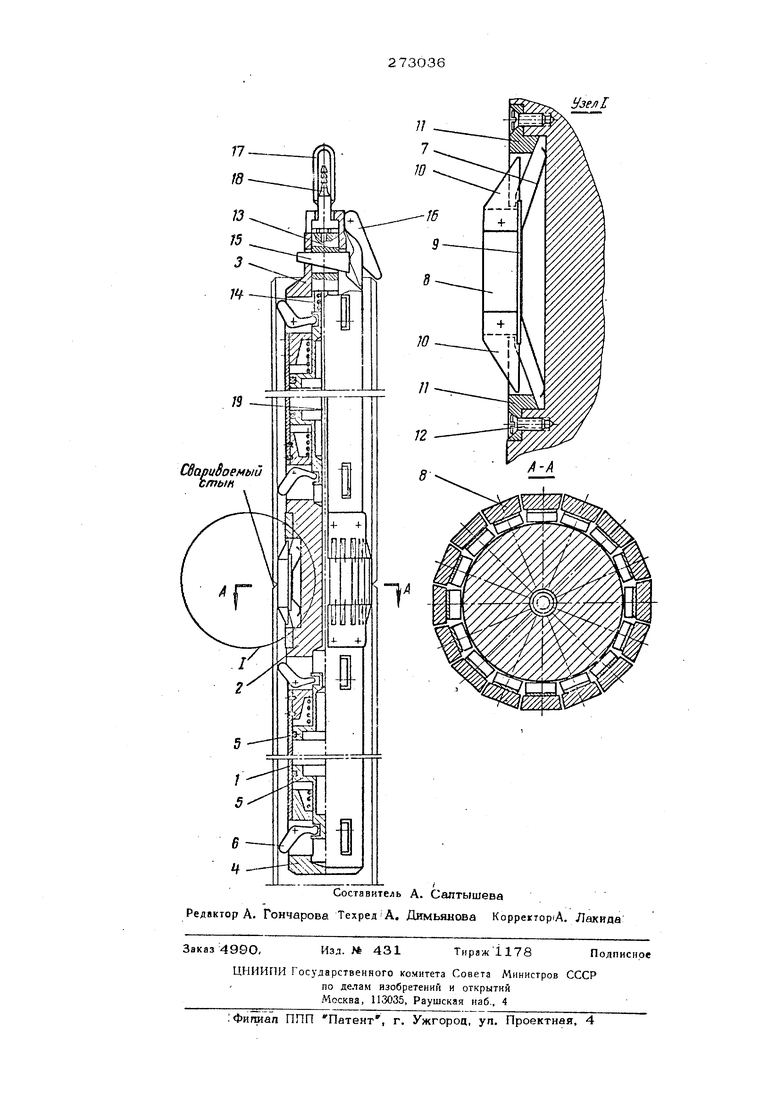
Центратор содержит корпус, выполненный в виде двух цилиндров 1, соединенных втул кой 2, и пробок 3 и 4. В цилиндрах попар- но расположены поршни 5, В кольцевую проточку хвостовика поршня входят расположен ные по окружности под углом 120° три разжимных элемента 6, сидящих иа осях, закрепленных в корпусе. Поршни с разжим- нык-ш элементами представляют собой цент рирующие пояса, расположенные на концах , цилиндрог и предназначенные для центровки свариваемых кромок в месте стыка и сов.мещения осей стыкуемых труб по длине, В кольцевой выборке втулки 2 расположена формирующая подкладка, состоящая из отдельных, не связанных между собой, поотоячно подпружи 1епных элементов. Каждый ( подкладки включает в себя пластии:чатую npjoiciuiy 7, формирующий сегмент (например, медный) 8, ограничитель 9 хода сегмента и два направляющих ребра 10, входящие в продольные пазы .разрезных колец 11, закрепленных 1на корпусе винтами 12. Количество элементов под1слаякн Бьйирает ; |сч на расчета, чтобы в рабочем (разжатом) пбйожении зазоры между сегментами не прё,вышали 1-3 мм, при которых обеспечивает ся качественная сварка стыка с полным прбеаром корня шва без затеков и прожогов н. участкйх зазоров между сегментами В пробке 3 помещен замковый разъеМ, состсетщий из запора 13, поджатого пружи ной 14, 1 клина 15, фиксатора 16 и подвео4 ки 17 центратора с штуцером 18, входящим в кольцевую выточку пробки 3, Сжатый воздух (или жидкость под давлением) одновременно поступает в оба цилиндра через штуцер 18,запор 13 и трубку 10. ;В начале работы центратор, подвешенный а тросе подвеской 17, заводится в верхний торец нижней трубы до упора фиксатора 16 в кромку. Затем выбивают клин 15, и, на4 жимая на подвеску 17 вручную, перемеша-j ют запор 13 вниз и выводят нижний конец штуцера 18.с кольцевой заточки, т.е. noztвеску отключают от центратора. Ход клина 15 и соответственно запора 13 рассчитан так, что подвеска может быть отсоединена от центратора только в том случае, если клин вместе с фиксатором 16 будут выведены в крайнее правое положение, что соответствует .выходу фиксатора за габариты . торца трубы. Этим предотвращается динение цм1тратора и падпние его в трубу i при отключении подвески во время подачи очередной трубы. Подвеску 17 вместе с тросом и шлангом пропускают через подавшиемую на стыковку трубу и подключают к | центратору, после чего центратор перемещ4ют вверх так, чтобы формирующая подкладка на половину ширины вышла за свариваемую кромку нижней трубы. Затем опускают верхнюю трубу до упора в нижнюю, включаД I от сжатый воздух на разжим центрирующю ; элементов и производят сварку стыка. После сварки выключается подача сжатого воздуха, сваренные трубы (обсадная ко- I лонна) опускаются до уровня сварки очерелHoiro стьша, при этом центратор остается Е подвешенном состоянии внутри трубы. В процессе сварки и при перемещении центра-i тора в трубе элементы формирующей подкладки все время поджаты к внутренней по- j верхности трубы и, так как каждый элемен: имеет свою пружину и не связан другими элементами, формирующая подкладка в ц&лом достаточно плотно прилегаеТ к стенкак |Трубы и копирует ее поверхность, что очен а важно при овальности или элиптичности сва| риваемых труб. Формула изобретения Внутренний центратор для сборки труб под сварку, содержащий корпус с разжимныЦ ми элементами, приводимыми в движение механизмом разжатия, и формирующую под1ы1адку, отличающийся тем ,ЧГо, с целью повышения качества сварного соединения и производительности при сборке йод сварку обсадных труб над устьем скваркины, корпус выполнен в виде двух цилиндров с радиально распаюженными отверстш г ли, соединенными между собой втулкой с наружной кольцевой выборкой, в которой уста-i новлены разрезные кольца и сегменты фор- j рующей подкладки, входящие в. пазы, выполненные в разрезных кольцах, причем ме ханизм разжатия выполнен в виде попарно укрепленных в цилиндрах корпуса и соедине ных с пневмосетью поршней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку цилиндрических изделий | 1978 |
|
SU753574A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Пакер извлекаемый | 2022 |
|
RU2787672C1 |
| СЪЕМНОЕ ПОДКЛАДНОЕ УСТРОЙСТВО | 1967 |
|
SU224735A1 |
| Устройство для сборки под сварку обечайки с фланцами | 1989 |
|
SU1660917A1 |
| Способ крепления скважин потайными колоннами и устройство для его осуществления | 1989 |
|
SU1819986A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |