Изобретение относится к сварке, в частности к устройствам для сборки под сварку обечайки с фланцами.
Цель изобретения - повышение качества сборки и сварки путем обеспечения плотного прижатия обечайки и фланца по всему стыку с сохранением формы обечайки.
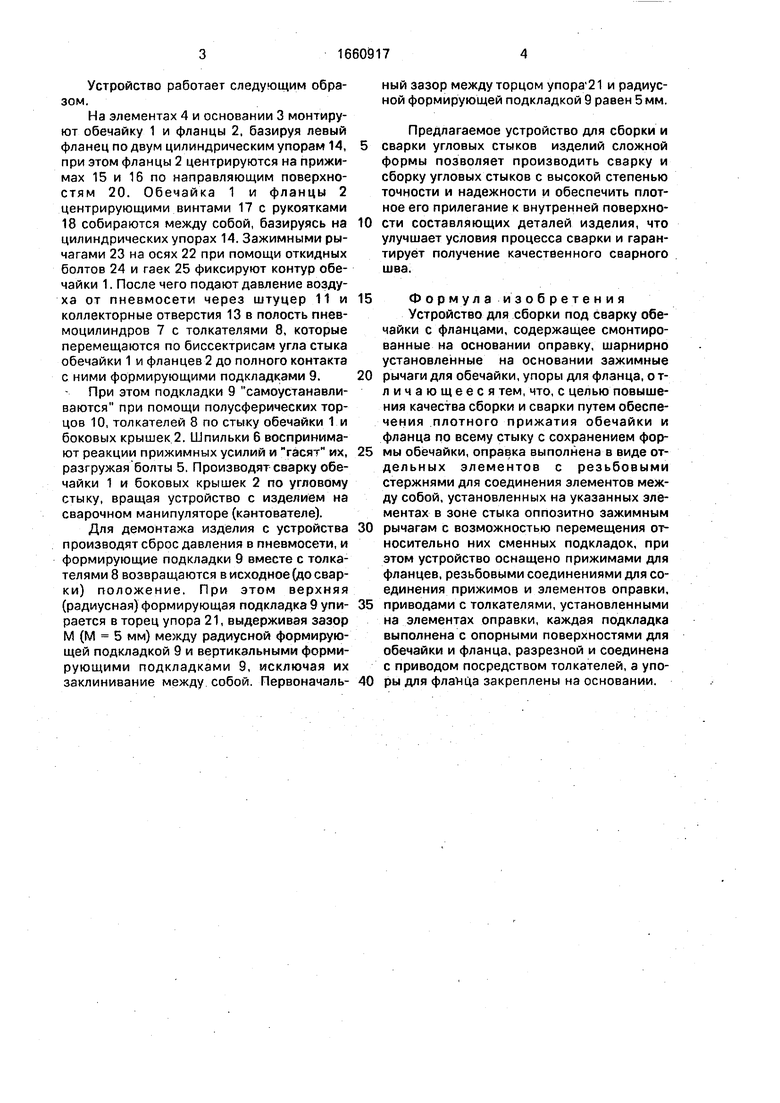
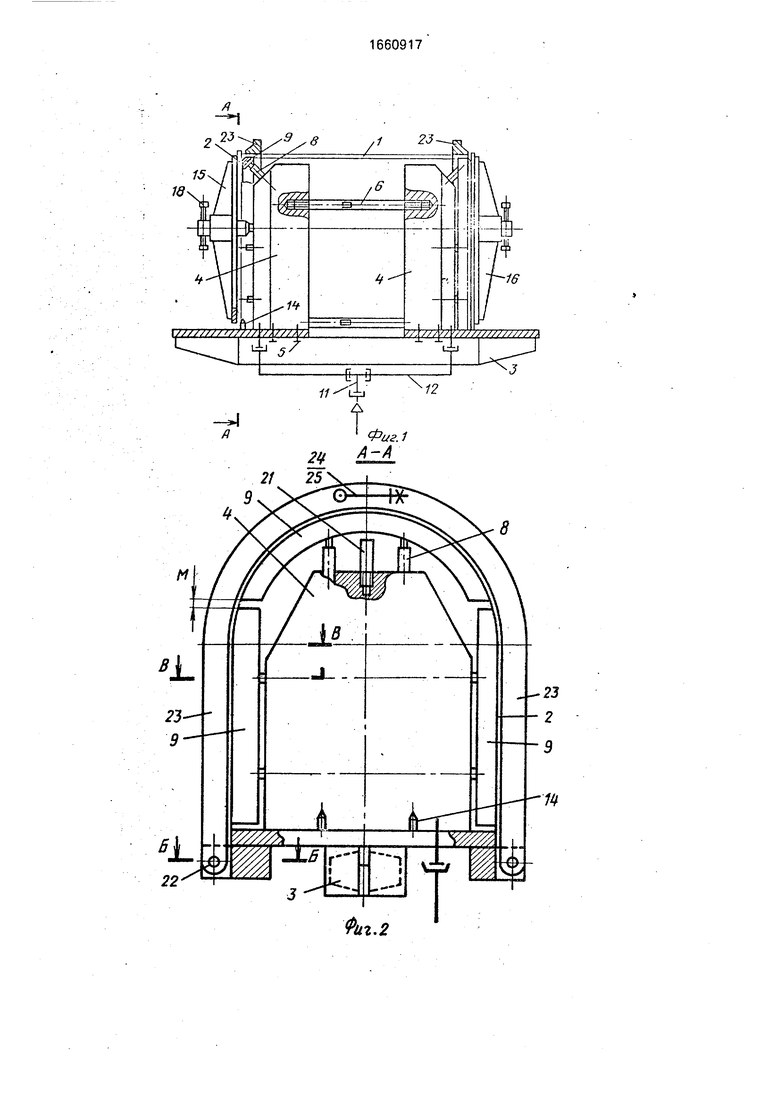
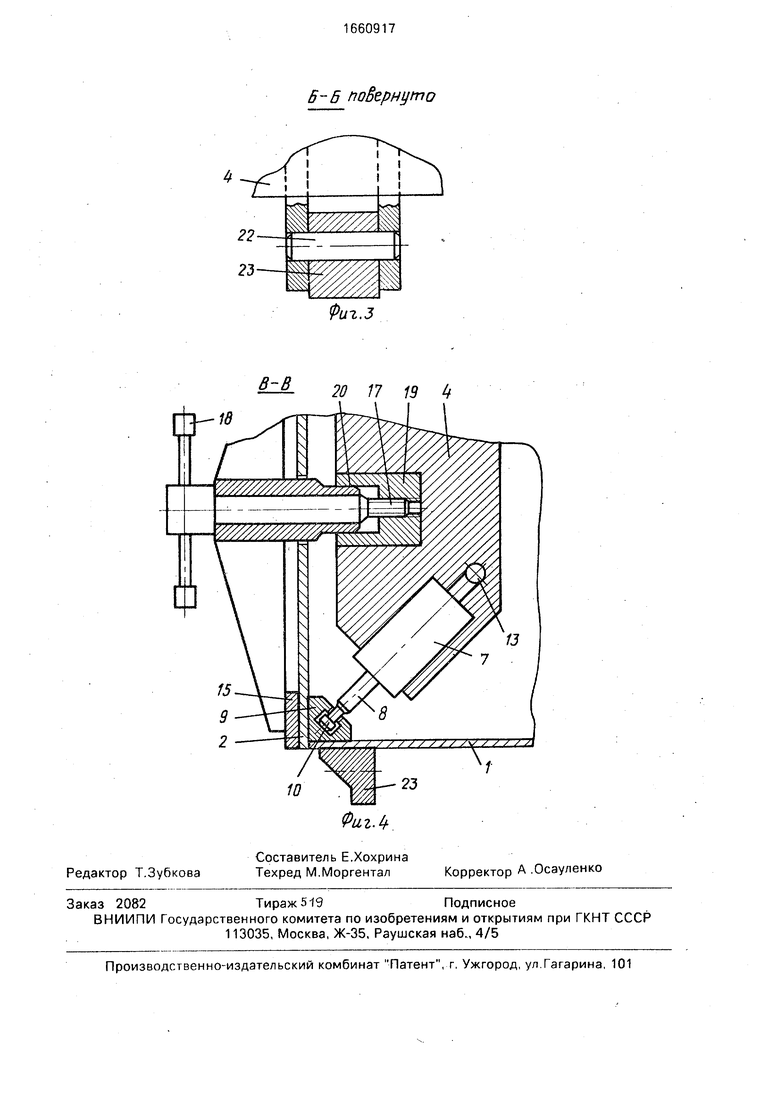
На фиг.1 изображено предлагаемое устройство; на фиг.2 -сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.2.
Устройство для сборки под сварку обечайки 1 и фланцев 2 содержит основание 3, на котором смонтирована оправка, выполненная в виде элементов 4, при помощи болтов 5 и шпилек 6. В элементах 4 установлены пневмоцилиндры 7 с толкателями 8 и формирующие подкладки 9. Толкатель 8 установлен наклонно к продольной оси устройства так, что его ось расположена на биссектрисе угла стыка, а формирующие подкладки 9 закреплены на толкателях 8
шарнирно за счет резьбовых полусферических торцов Ютолкателей 8. Формирующие подкладки 9 выполнены сменными в виде усеченной пирамиды с опорными поверхностями для фланца и обечайки, стороны этой пирамиды имеют наклон, равный углу наклона толкателя 8. Сжатый воздух подается от пневмосети через штуцер 11, пневмош- ланги 12 и коллекторные отверстия 13 в корпусах 4 в рабочую полость пневмоцилиндров 7. На основании 3 смонтированы базовые цилиндрические упоры 14, по которым базируются изделия 1 и 2 путем последовательного поджима к ним прижимов 15 и 16 центрирующим винтом 17 с рукояткой 18. Винт 17 монтируется во втулке 19, по направляющим поверхностям 20 которой центрируется прижим 15. На элементах 4 установлен упор 21, а на основании 3 при помощи осей 22 - откидные зажимные рычаги 23, стягиваемые откидным болтом 24 и гайкой 25.
(Л
С
««Ј
:
Устройство работает следующим образом.
На элементах 4 и основании 3 монтируют обечайку 1 и фланцы 2, базируя левый фланец по двум цилиндрическим упорам 14, при этом фланцы 2 центрируются на прижимах 15 и 16 по направляющим поверхностям 20. Обечайка 1 и фланцы 2 центрирующими винтами 17 с рукоятками 18 собираются между собой, базируясь на цилиндрических упорах 14. Зажимными рычагами 23 на осях 22 при помощи откидных болтов 24 и гаек 25 фиксируют контур обечайки 1. После чего подают давление воздуха от пневмосети через штуцер 11 и коллекторные отверстия 13 в полость пнев- моцилиндров 7 с толкателями 8, которые перемещаются по биссектрисам угла стыка обечайки 1 и фланцев 2 до полного контакта с ними формирующими подкладками 9.
При этом подкладки 9 самоустанавливаются при помощи полусферических торцов 10, толкателей 8 по стыку обечайки 1 и боковых крышек 2. Шпильки 6 воспринимают реакции прижимных усилий и гасят их, разгружая болты 5. Производят сварку обечайки 1 и боковых крышек 2 по угловому стыку, вращая устройство с изделием на сварочном манипуляторе (кантователе).
Для демонтажа изделия с устройства производят сброс давления в пневмосети, и формирующие подкладки 9 вместе с толкателями 8 возвращаются в исходное (до сварки) положение. При этом верхняя (радиусная) формирующая подкладка 9 упирается в торец упора 21, выдерживая зазор М (М 5 мм) между радиусной формирующей подкладкой 9 и вертикальными формирующими подкладками 9, исключая их заклинивание между собой Первоначальный зазор между торцом упора 21 и радиусной формирующей подкладкой 9 равен 5мм.
Предлагаемое устройство для сборки и сварки угловых стыков изделий сложной формы позволяет производить сварку и сборку угловых стыков с высокой степенью точности и надежности и обеспечить плотное его прилегание к внутренней поверхно- сти составляющих деталей изделия, что улучшает условия процесса сварки и гарантирует получение качественного сварного шва.
Формула изобретения
Устройство для сборки под сварку обечайки с фланцами, содержащее смонтированные на основании оправку, шарнирно установленные на основании зажимные
рычаги для обечайки, упоры для фланца, о т- личающееся тем, что, с целью повышения качества сборки и сварки путем обеспечения плотного прижатия обечайки и фланца по всему стыку с сохранением формы обечайки, оправка выполнена в виде от- дельных элементов с резьбовыми стержнями для соединения элементов между собой, установленных на указанных элементах в зоне стыка оппозитно зажимным
рычагам с возможностью перемещения относительно них сменных подкладок, при этом устройство оснащено прижимами для фланцев, резьбовыми соединениями для соединения прижимов и элементов оправки,
приводами с толкателями, установленными на элементах оправки, каждая подкладка выполнена с опорными поверхностями для обечайки и фланца, разрезной и соединена с приводом посредством толкателей, а упоры для фланца закреплены на основании.
В-6 поВернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Установка для сборки под сварку обечаек с отверстиями на фланце,пластин и распорок | 1985 |
|
SU1258670A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Устройство для сборки под сварку продольных швов обечаек | 1975 |
|
SU572360A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Установка для автоматической сварки по замкнутому контуру | 1986 |
|
SU1433703A1 |
| Устройство для сборки и сварки обечаек с фланцами | 1982 |
|
SU1082599A1 |
Изобретение относится к сварке, в частности к устройствам для сборки под сварку обечайки с фланцами. Цель изобретения - повышение качества сборки и сварки путем обеспечения плотного прижатия фланца к обечайке по всему стыку с сохранением формы обечайки. Устройство содержит смонтированные на основании элементы 4, соединенные между собой шпильками 6, зажимные рычаги 23, смонтированные на основании оппозитно рычагам 23 сменные формирующие подкладки 9, выполненные разрезными. На элементах 4 смонтированы приводы с толкателями 8, соединенными с подкладками 9. Устройство оснащено прижимами 15 для фланцев, которые посредством винтов с рукоятками 18 соединены с соответствующим элементом 4. Благодаря такой конструкции обеспечивается возможность сборки и сварки угловых стыков сложной формы. 4 ил.
23
Риг.З
В-В
20
W
Риг.Ь
Редактор Т.Зубкова
Составитель Е.Хохрина Техред М.Моргентал
f / / f / s у -У s / xlxi
23
Корректор А.Осауленко
| Устройство для сборки и сварки обечаек с фланцами | 1982 |
|
SU1082599A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
