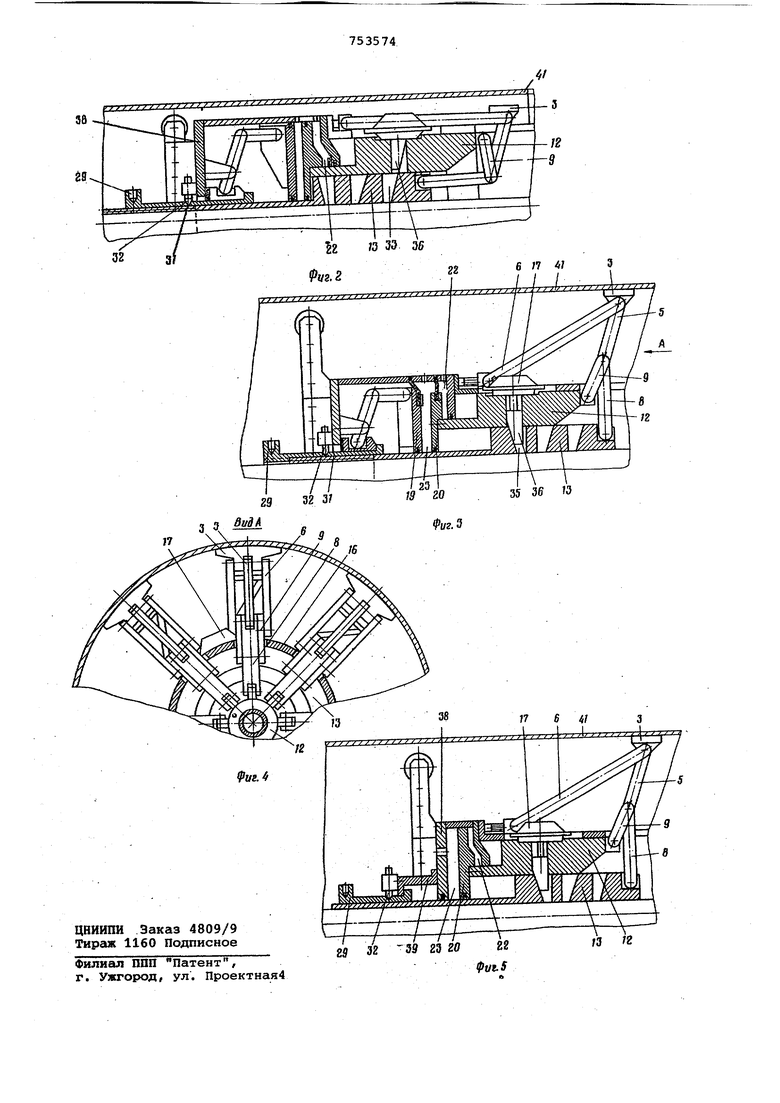
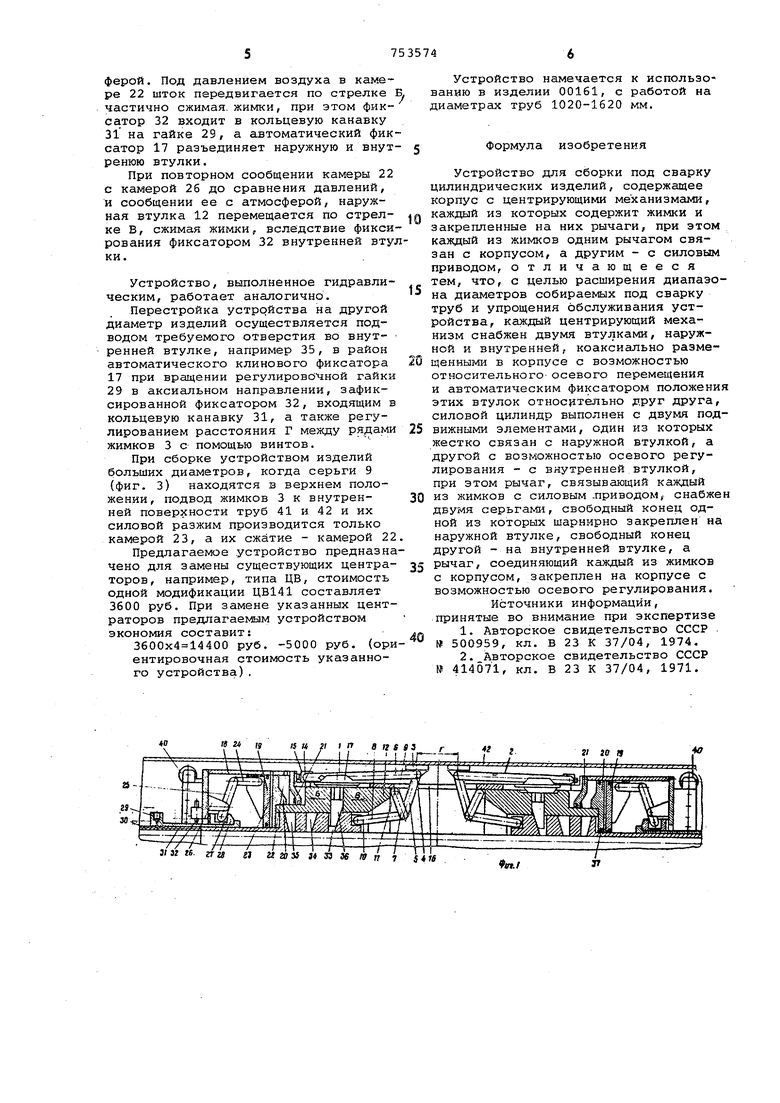
силовым приводом, снабжен- двумя серь гами свободный конец одной из которых шарнирно закреплен на наружной втулке, свободный конец другой на внутренней втулке, а рычаг, соединяющий каждый из жимков с корпусом закреплен на корпусе с возможностью осевого ре-гулирований. На фиг. 1 изображено предлагаемае устройство с разжатыми жимками, наст роенными на наименьший диаметр изделия, на фиг. 2 - то же, со сжатыми жимками, настроенными на наименьший диаметр изделия; на фиг. 3 - вид уст ройства, настроенного на наибольший диаметр изделия на-фиг. 4 - вид А фиг. 3J на фиг. 5 - вид устройства в случае выполнения его гидравлическим Устройство для сборки и центрирования цилиндрических изделий под сва ку включает центрирующие механизмы 1 и 2Jкаждый из которых состоит из жим ков 3, шарнирно соединенных осями 4, с разжимными рычагами 5 и рычагами б На конце рычага 5 на оси 7 закреплен серьги 8 и 9, свободные концы которых при помощи осей 10 и 11 связаны с наружной 12 и внутренней 13 втулками Конец рычага б осью 14 закреплен на ступице 15, имеющей возможность осевого перемещения относительно корпуса 16 от винтового привода. Втулки 12 и 13 смонтированы коаксиально в корпусе устройства 16 с возможностью жесткого соединения их автоматическим фиксатором 17. Силовой цилиндр 18 выполнен с двумя поршнями (опорными шайбами) 19 и 20,которые обра-, зуют посредством стенки корпуса 21 и стенки цилиндра 18 камеру 22 и камеру 23, при этом поршень 19 (опорная шайба) связан с внутренней втулкой 13 посредством толкателя 24, двуплечего рычага 25, опирающегося на опору 26, камня 27, кольца 28 и регулировочной гайки 29. Регулировочная гайка 29 взаимодействует с внутренней втулкой 13 по резьбе 30 и имеет кольцевую канайку 31 для фиксатора 32. Для перестройки устройств на другие диаметры изделий внутрення втулка выполнена с отверстиями 33, 34 и 35 имеющими и скосы для клина 36 автоматического фиксатрра 17. Пор ни ДЗ..и.. 20 и крышка 21 имеют уплотнения 37. В случае выполнения устройства гидравлическим {фиг.5) фиксатор 32 установлен на задней крышке 38, посредством переходника 39, ограничивающего ход регулировочной гайки 29. Этим выполнением и добиваются исключения подвижного поршня 19, толкателя 24, двуплечего рычага 25, кольца 28 и камня 27. Устройство снабжено колесами 40 для облегчения перемещения его по свариваемым трубам 41 и 42. , Описанное устройство работает слеующим образом. Со сжатыми жимками 3 посредством колес 40 устройство вводится в свариваемые трубы и устанавливается на тык.С помощью пневматической аппаратуры (на чертежах не показана)сжатый воздух подводится через отверстие в камеру 22 и перемещает поршень (опорную шайбу) вместе с наружной втулкой 12 и серьгами 9 по стрелке Б, увеличивая расстояние между осями 7 общих узлов соединения серьг и осью устройства, тем самым осуществляя подвод жимков (до соприкосновения) к внутренней поверхности трубы 41, так как внутренняя втулка 13 остается неподвижной, опираясь через гайку 29, кольцо 28 на заднюю крышку 38. С перемещением наружной втулки 12 клин 36 автоматического фиксатора 17 входит в отверстие-- 33 во внутренней втулке 13 (в случае.сборки -устройством изделия наименьшего диаметра) под действием сжатого воздуха, подаваемого через штуцер в пневмокамеру автоматического фиксатора 17 на глубину, зависящую от величины внутреннего диаметра изделия, определяемого полем допуска на диаметр, и толщиной стенки, а также концентричностью внутренней поверхности изделия, т.е. дифференциально соединяя наружную и внутреннюю втулки штока, причем с достаточной жесткостью. После этого воздух из камеры 22 выпускается через отверстие и подводится в камеру 23,в результате чего поршень 20 с усилием равным произведению давления на его площадь, действует на наружную .втулку 12, а поршень 19 с таким же усилием через толкатель 24 действует на длинное плечо двуплечего рычага 25, второе плечо которого через камень 27,. кольцо 28 и. гайку 29 с удвоенным усилием действует на внутренюю втулку 13,так как отношение плеч - два к одному. Суммарное же усилие равно утроенному усилию (от площади поршня). Под действием этого усилителя, втулки 12 13 перемещается по стрелке В (преодолевая действие фиксатора 32), перемещая общий узел соединения серег параллельно оси устройства вследствие жесткого соединения втулок 12, 13 и .производя силовой разжим жимков 3 разжимными рычагами 5. После разжатия первого ряда жимков подводится труба 42 до замыкания стыка и производится разжатие второго ряда аналогично первому. Сжатие жимков 3 осуществляется перепусканием воздуха из камеры 23 -(при этом камера 23 разъединяется с питающей сетью) в камеру 22 (через указанные отверстия)и после сравнения давлений соединяют ее с атмосферой. Под давлением воздуха в камере 22 шток передвигается по стрелке частично сжимая, жимки, при этом фиксатор 32 входит в кольцевую канавку 31 на гайке 29, а автоматический фик сатор 17 разъединяет наружную и внут ренюю втулки. При повторном сообщении камеры 22 с камерой 26 до сравнения давлений, и сообщении ее с атмосферой, наружная втулка 12 переметается по стрелке В, сжимая жимки, вследствие фикси рования фиксатором 32 внутренней вту ки. Устройство, выполненное гидравлическим, работает аналогично. Перестройка устройства на другой диаметр изделий осуществляется подводом требуемого отверстия во внутренней втулке, например 35, в район автоматического клинового фиксатора 17 при вращении регулировОчной гайки 29 в аксиальном направлении, зафиксированной фиксатором 32, входящим в кольцевую канавку 31, а также регулированием расстояния Г между рядам жимков 3 с помощью винтов. При сборке устройством изделий больших диаметров, когда серьги 9 (фиг. 3) находятся з верхнем положении, подвод жимков 3 к внутренней поверхности труб 41 и 42 и их силовой разжим производится только камерой 23, а их сжатие - камерой 2 Предлагаемое устройство предназн чено для замены существующих центра торов, например, типа ЦВ, стоимость одной модификации ЦВ141 составляет 3600 руб. При замене указанных цент раторов предлагаемым устройством экономия составит: 3600x4 14400 руб. -5000 руб. (ор ентировочная стоимость указанного устройства). Устройство намечается к использоанию в изделии 00161, с работой на иаметрах труб 1020-1620 мм. Формула изобретения Устройство для сборки под сварку илиндрических изделий, содержащее корпус с центрирующими механизмами, каждый из которых содержит жимки и закрепленные на них рычаги, при этом каждый из жимков одним рычагом связан с корпусом, а другим - с силовым приводом, отличающееся тем, что, с целью расширения диапаэона диаметров собираемых под сварку труб и упрощения обслуживания устройства, каждый центрирующий механизм снабжен двумя втулками, наружной и внутренней, коаксиально размеценными в корпусе с возможностью относительного- осевого перемещения и автоматическим фиксатором положения этих втулок относительно друг друга, силовой цилиндр выполнен с двумя подвижными элементами, один из которых жестко связан с наружной втулкой, а другой с возможностью осевого регулирования - с внутренней втулкой, при этом рычаг, связывающий каждый из жимков с силовым -приводом, снабжен двумя cepьгa йi, свободный конец одной из которых шарнирно закреплен на наружной втулке, свободный конец другой - на внутренней втулке, а рычаг, соединяющий каждый из жимков с корпусом, закреплен на корпусе с возможностью осевого регулирования. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 500959, кл. В 23 К 37/04, 1974, 2.Авторское свидетельство СССР № 414071, кл. В 23 К 37/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Устройство для образования уширения в скважине | 1981 |
|
SU977675A1 |
| Внутренний центратор для сборки труб и деталей трубопроводов под сварку | 1975 |
|
SU616097A1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Импульсный податчик бурового инструмента | 2015 |
|
RU2620657C1 |
| Гидравлический перфоратор | 2017 |
|
RU2656062C1 |
| Многошпиндельный автомат для глубокого сверления | 1974 |
|
SU564106A1 |
| Устройство съема и передачи деталей на токарном автомате | 1989 |
|
SU1712126A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1981 |
|
SU963766A2 |