(54) ВНУТРЕННИЙ ЦЕНТРАТОР
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки стыков цилиндрических изделий | 1974 |
|
SU500959A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор | 1978 |
|
SU697288A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| Устройство для сборки под сварку | 1986 |
|
SU1344555A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Установка для подачи полосы на размотку | 1990 |
|
SU1799651A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
1
Изобретение относится к области сборки и сварки и предназначено для центрирования и закрепления изделий типа обечаек, используемых в машиностроении, судостроении и в авиационной промышленности.
Известен внутренний центратор, состоящий из корпуса, в котором установлены конусы-клинья, взаимодействующие с подпружиненными штоками 1.
Недостатком данного центратора являет- ся ход щтоков, что не позврдает использовать его при сварке обечаек, имеющих проходной диаметр, меньщий разжимного диаметра, а- также большие габариты при сварке близколежаших сварных швов.
Известен также внутренний центратор, состоящий из поворотного диска и отдельных формирующих шов сегментов, шарнирно установленных на щтоках, в свою очередь шарнирко соединенных с поворотным циском
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому резуг,ьтату,
Недостатком его является малое усилие разжима сегментов, недостаточное для устранения эллипсности жестких обечаек, а также большие габариты центратора в осевом направлении и невозможность монтажа любого числа цент, аторов в параллельных плоскостях.
Целью изобретения является упроще ше конструкции и улучшение качества сборки изделий за счет увеличения усилия разжатия сегментов.
Это достигается тем, что поворотный диск выполнен с радиальными пазами и толкателями, размещенными в этих пазах с возможностью взаимодействия: со щтоками. Привод толкателей выполнен в ви де полого винта, установлешюго на j оси поворотного диска, и гайки с наклонными плоскостями, взаимодействующимис упомянутыми толкателями. Прн этом каждый шток в месте соединения с поворотным диском снабжен пазом, длина которого равна максимальной величине перемещени. толкателя, а каждый второй сегмент в месте шарнирного соединения со штоком имеет паз, цтша которого равна половине линейной величины хода штока.
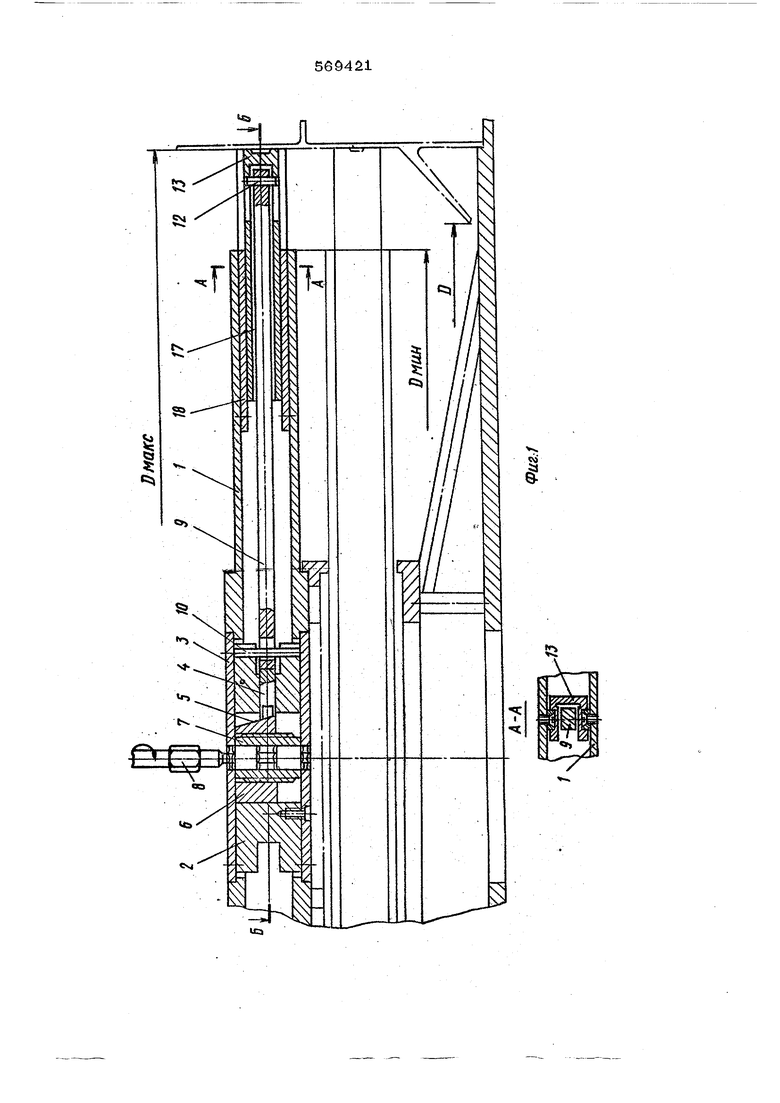
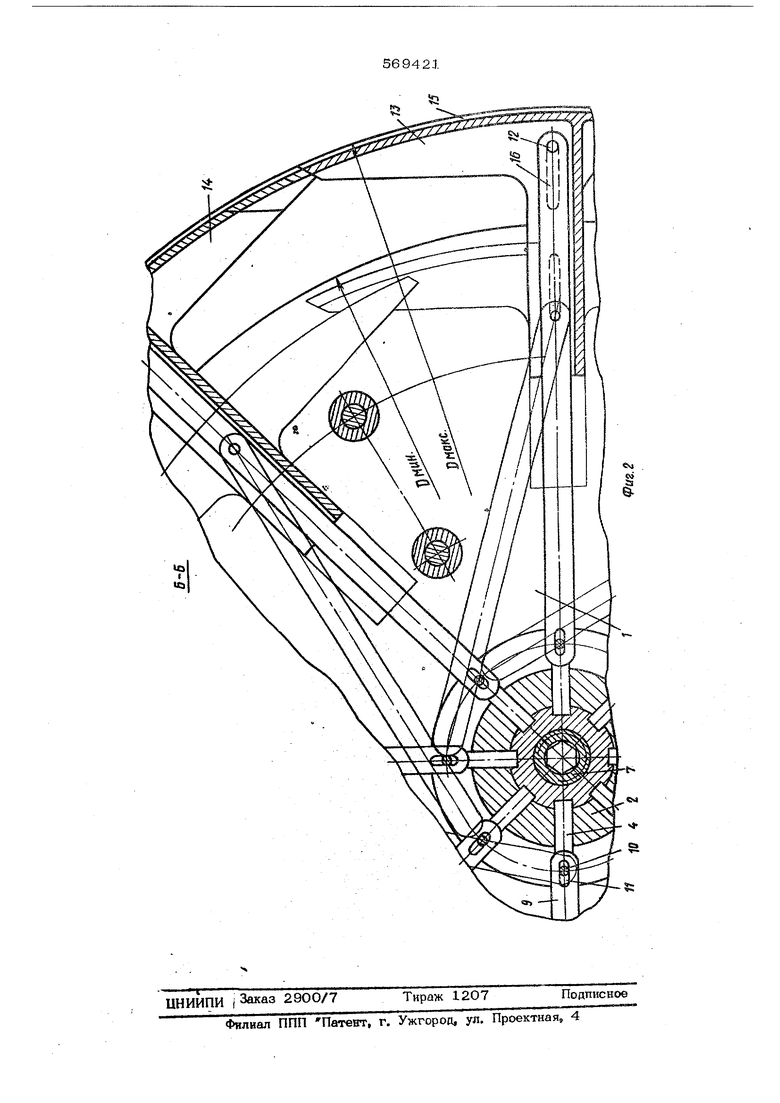
На фиг, 1 изображено предлагаемое устройство, общий вик и разрез А-А;
на фиг. 2 - разрез по Б-Б на фиг, 1. . Центратор состоит из разъемного корпуса 1, в котором смонтирован с возможноi.CTbro поворота центральный диск 2, ограниченный от осевого перемещения крышками 3, .жестко соединенными с диском 2, в радиалькых отверстиях которого смонтированы тол катели 4.
. Каждьтй rfa этих толкателей контакти рует одним концом с наклонным дном ра диального паза 5 резьбовой втулки 6, перемещаемой в осевом направлении от винта 7, снабженного внутренним шестигранником под ключ 8, а другим - с концом штока 9, соединенного посредством шарнира 1О с
центральным- диском 2
Шток 9 в месте соединения снабжен ра диальлым пазом 11, длина которого превы шает наибольший ход штока, т.е. катет наклонного паза 5 резьбовой втулки 6 клрно винтового механизма раздвижения штоков, что обеспечивает окончательный силовой . разжим штоков.
На другом Koime штока посредством жестко; соединенного с iiHf шарнира 1.2 закреплен наружный l.ij-e- ie- pce-aHeM с
ним - внутренний 14 сегменты, образующие в разжатом состоянии по окружности беззазорное кольцо с канавкой 15 для формирования проплава сварного шва. Внутренний сег- мент 14 снабжен в .месте: шарнирного соединения цилиндрическим отверстием под шарнир. 12, а 13 -орадиальным пазом 1.6, длина которого соответствует разнице радиусов Т и Rt расположения наружных поверхностей наружного 13 и внутреннего 14 сегментов в крайнем сведенном их положении.
Каждый из UITOKOB 9 установлен Ь радиальных направляющих пазах 17 сегментов и 14, причем дно паза 17 расположено так/ что представляет упор для штока 9 при повороте диска 2, например, по часовой стрелке, в исходное рабочее положение, т.е. в положение, при котором ось толкателя 4 совпадает с осью штока 9,
Такое расположение- дна паза 17 обуслов лёно направлением врашения винта 7 клино- винтового механизма при окончательном разжиме сегментов.
Каждый из сегментов 13 и 14 смонтированв разъемном корпусе 1 ка направляю ших 18 с возможностью только радиального перемешения вплоскости разжима свариваемой обечайки.
Работа центратора осуществляется следуюим образом.
Поворотом винта 7 посредством ключа 8 еремещают резьбовую втулку 6 вниз, при том нарушается контакт толкателей 4 с
наклонным дном радиальных пазов 5.,
Центральный диск 2 поворачивают проив часовой стрелки, при этом штоки 9 отходят от дна пазов 17, перемещая таким бразом сегменты 13 и 14 к центру. При этом первыми начинают перемещаться внутенние сегменты 14, имеющие в месте шарнира 12 цилиндрическое отверстие, а затем - наружные 13, которые снабжены радиальным пазом 16 , длина которого равна разности радиусов крайних положений сегментов в сведенно1ч4 крайнем положе -НИИ, обеспечивая тем самым наложение наружных сегментов на внутренние. Это соответствует D J который всегда меньше проходного диаметра свариваемой обе- чайки.
На подготовленный таким образом к работе центратор, который установлен базирующим диаметром D jHa сварочном устройстве, устанавливают бобечайки, подготовленные к сварке. После этого поворачивают центральный диск 2 и штоки 9 занимают исходное рабочее положение с утюром в дно направляюшего паза 17, что соответствует совпадению осей толкателей 4 и штоко§ 9.
Ключом 8 поворачивают винт 7, поднимающий резьбовую втулку, которая своей наклонной поверхностью паза 5 толкает плунжер 4, обеспечивая перемещение штока 9 от центра, т.е, производят окончательный силовой разжим сегментов до диаметра DwoKc Затем производят сварку кольцевого шва, после чего в порядке, описанном при подготовке центратора к работе, производят его раскрепление и сведение сегментов к центру. Сваренную обечайку снимают и устанавливают другую, после чего рабочий цикл повторяется.
Формула и зо бретения
Внутренний центратор, состоящий из поворотного диска и отдельных формирующих шов сегментов, шарнт рно Остановленных на штоках, в свою очередь щарнирно соединенных с поворотным диском, от пи ч а и и с я тем, что с целы упрошения конструкции и улучшения качества сборки изделий за счет увеличения усилия разжатия сегментов, поворотный диск выполнен с радиальшз1Мй пазамк и снабжен толкатедБ69421,;
оо
лями, размещенными в этих пазах с воз-второй сегмент в месте шарнирного соеможностью взамодействия со штоками, ацинения со штоком имеет паз, цлина котопривод толкателей выполнен в виде пологорого равна половине линейной величины х1эвинта, установленного на оси поворотногода штока.
диска, и гайки с наклонными плоскостями, sИсточники информации, принятые во внивзаимодействуюшими с упомянутыми толка-мание при экспертизе: телями, при этом каждый шток в месте сое-1. Авторское свидетельство СССР
динения с поворотным диском снабжен па-№ 2О4465, кл, В 23 К 37/04, 1966. зом, длина которого равна максимальной ве-2. Авторское свидетельство СССР
дичине перемещения толкателя, а каждый юN° 4О8743, кл. В 23 К 37/04, 1971.
