Известна кареточная линия для нанесения гальванических покрытий, содержащая ряд ванн, металлоконструкцию, подъемный мост, тележки с каретками, механизм горизонтального перемещения тележек, механизм подъема и опускания моста и устройство для вывода кареток на металлоконструкцию.
В предлагаемой линии устройство для вывода кареток на металлоконструкцию выполнено в виде расположенной по контуру металлоконструкции направляющей, соединенной с направляющей подъемного моста двумя откидными планками, одна из которых подпружинена, а другая соедпнена с установленным на металлоконструкции электромагнитом.
Это обеспечивает вывод кареток на металлоконструкцию без остановки линии.
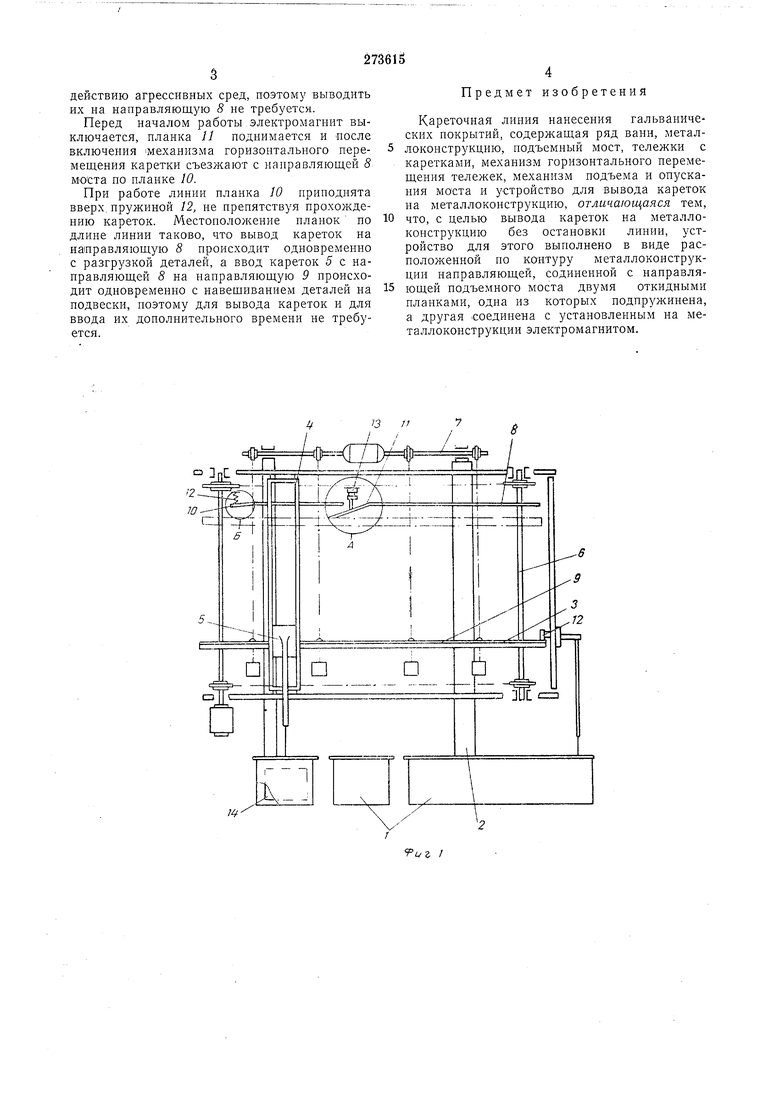
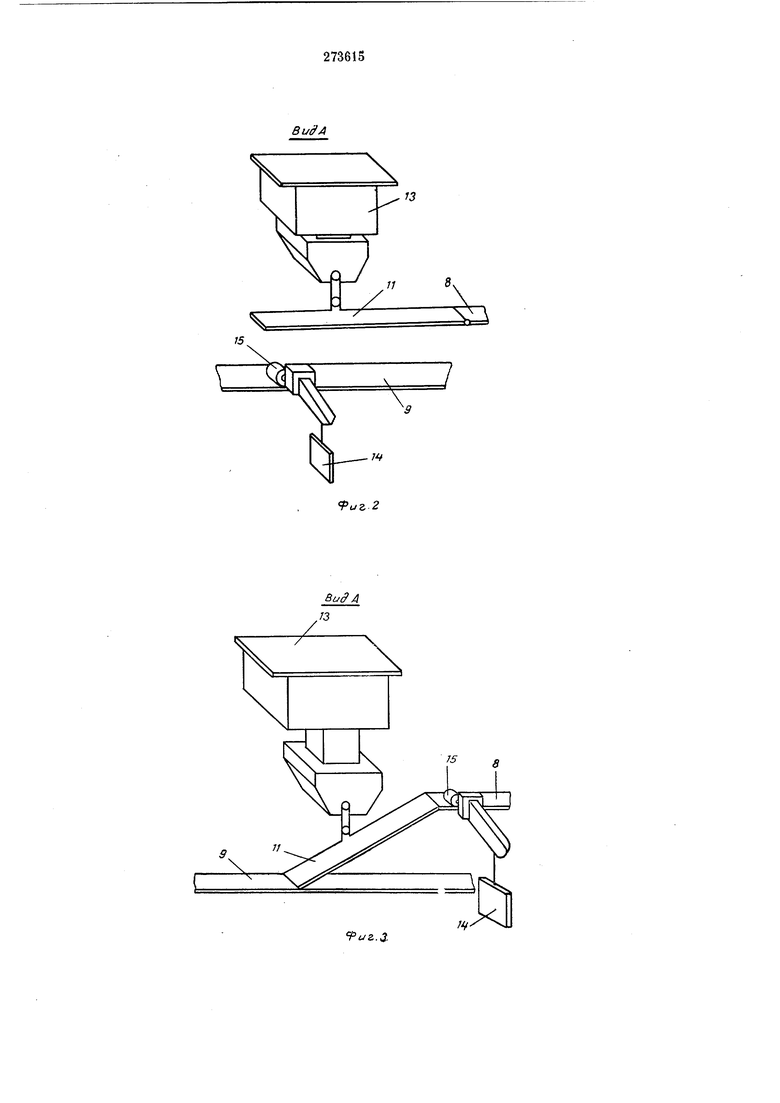
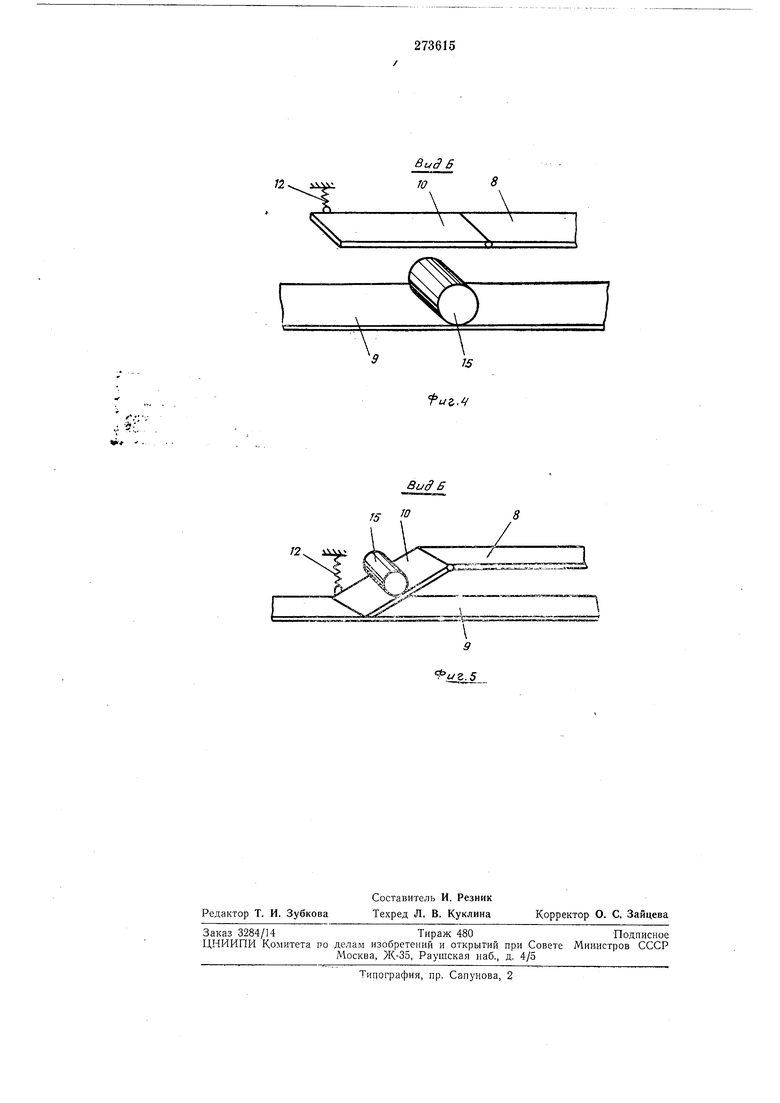
На фиг. 1 показана предлагаемая кареточная линия; на фиг. 2 - механизм вывода кареток в нерабочем положении; на фиг. 3 - механизм вывода кареток в .рабочем положении; на фиг. 4 - механизм ввода кареток в нерабочем положении; на фиг. 5 - механизм ввода кареток в рабочем положении.
Линия состоит из ряда ванн 1, металлоконструкции 2, подъемного моста 3, тележек 4 с каретками 5, механизма 6 горизонтального перемещения тележек, механизма 7 подъема п опускания моста 3 и устройства для вывода кареток на металлоконструкцию, выполненного в виде расположенной по контуру металлоконструкции 2 направляющей 8, соединенной с направляющей 9 подъемного моста 3 двумя откидными планками 10 и 11, одна из которых (10) подпрулсинена пружиной 12, а другая соедпнена с установленным на металлоконструкции электромагнитом 13.
При обработке деталей согласно установленному технологическому процессу откидная планка // находптся в приподнятом положении и не препятствует прохолсдению кареток 5 с подвеской 14, которые переносятся из ванны в ванну, проходя при этом необходимый цикл обработки. По окончании работы включается электромагнит 13, который опускает планку 11, в результате чего направляющая 9 подъемного моста 3 соединяется с направляющей металлоконструкции. Далее
включаются механизмы подъема и опускания .моста п горизонтального перемещения тележек.
Поднятые каретки 5 свопм роликом 15 наезжают на планку 11 п поднимаются по ней с
направляющей 9 до направляющей 8. Этот цикл повторяют до тех пор, пока все каретки € подвесками, за исключением находящихся В зоне загрузки-разгрузки не окажутся на направляющей 8. Подвески, находящиеся в
действию агрессивных сред, поэтому выводить их на направляющую 8 не требуется.
Перед началом работы электромагнит выключается, планка 11 поднимается и после включения Механизма горизонтального перемещения каретки съезжают с нанравляющей 8 моста ио планке 10.
При работе линии планка 10 приподнята вверх, пружиной 12, не препятствуя прохождению кареток. Местоположение планок по длине линии таково, что вывод кареток на направляющую 8 происходит одновременно с разгрузкой деталей, а ввод кареток 5 с направляющей 8 на направляющую 9 происходит одновременно с навещиванием деталей на подвески, поэтому для вывода кареток и для ввода их дополнительного времени не требуется.
Предмет изобретения
Кареточная линия нанесения гальванических покрытий, содержащая ряд ванн, металлоконструкцию, подъемный мост, тележки с каретками, механизм горизонтального перемещения тележек, механизм подъема и опускания моста и устройство для вывода кареток па металлоконструкцию, отличающаяся тем,
что, с целью вывода кареток на металлоконструкцию без остановки линии, устройство для этого выполнено в виде расположенной по контуру металлоконструкции направляющей, содиненной с направляющей подъемного моста двумя откидными планками, одпа из которых подпружипена, а другая соединена с установленным на металлоконструкции электромагнитом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кареточная гальваническая линия | 1979 |
|
SU840215A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1980 |
|
SU846609A1 |
| Кареточная тележечная линия | 1970 |
|
SU436888A1 |
| КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯПОКРЫТИЙ | 1970 |
|
SU281989A1 |
| КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 1970 |
|
SU276680A1 |
| ВСЕСОЮ. ПАТЕКТНО-Т;;ХБИБЛИСЦентральное конструкторское бюро оборудования гальванопокрытий нри Тамбовском механическом заводе | 1970 |
|
SU287487A1 |
| ПДТЕНТНО-ТЕХНННККйБ. В. Антонов, В. М. Александров, А. Ф. Меркулов и А. В. Мещеряков | 1971 |
|
SU304316A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1979 |
|
SU848452A1 |
| КАРЕТОЧНАЯ БЕСТЕЛЕЖЕЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИДЕТАЛЕЙ | 1972 |
|
SU328209A1 |
| Кареточная линия для нанесения гальванических покрытий | 1988 |
|
SU1530544A2 |
/4
fuz 2
fuz.3.
12
,
/5 fuZ,.
