ел
00
о ел
4;
NJ
V
И uioperi iuic (иносик я к устройствам для (|Г1пап1)1ки iij.UMHH в тсхно. югических ваннах, а именно для нанесения гальванических 11ок|)Ы1 ий, можег быть использовано в ра.1личн1 х областях нромьциленности и является усовершенствованием известного уст- poiicTLia но авт. св. Л о 848452.
1,ель изобретения новьпие1Н1с производительности.
На фиг. 1 изображена кареточная линия; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3подвеска с кареткой и у.чектромагнит отсекате.ик и а фиг. 4 узе.1 I на фиг. 1.
Кареточиая .чиния нредстав.1яет собой мета.к 1оконсг П книю 1 в виде ка)каса с за- К1)1 ггыми стенками, образующими камеру. Вход и lUiixo.i дета.тсй на .шнии осу- Н1,ест11.|ясгся входной 2 и выходной 3 iii.no.ibi. Внутри камеры размен1ены гальванические ванны 4, нромывные ванны 5. сунп1.1ьная 6. Л еханизм горизоиталь- ihiin |;срс 1С1ИСН11я кареток вынсхтнен в виде ра iMeiiieiiiH.rx иа.1 (ипшамн наклонных моно- рс. ibcoii 7 гравитационного Г1еремеи1.ения, жестко связанных с металлоконструкци- ен 1. .оноре.1ьсы 7 смонтированы с одина- наклоном в одну сторону (уго.т наклона равен 3).
.Механизм вертика.1ьно о иеременимшя включает иод-ьемно-онускную наклонную мо- Hiipc.ibcoByio секцию 8, жестко связанную с прнво.1ньгм HiTOKOM 9 и иестеренно- реечным 11|М1водом 10. Для транснортиро- нания подвесок 11 с изде;1иями с.тужит ка- peiKa 12, которая одновременно является |(1к(1по.1водяии1м элементом нри нахождении е( на I га.1ьваннческой ванной. Д.1Я 4 икс а- 11,11 ь.аретки 12 в нозинии обрабогки изде- 1:1Я (iii.i гнабжеиа Н1тырем 13, а у каж- :Ч1 III. ИНИИ обработки имеются элементы 14 iMii i , . выно.чненные в виде ве|)тикал)- iiiiii; крумого стержня, закрепленного на
К1, : 11чинструкции. Кроме того, линия ; ,|оча1М анод 15, шиберы 16 нк позов и
i .. ПДИОД 1 7.
11а с ши. ||,ной камере 6 (наибо,1ее д.ти- :1.|ьиая операция в данном случае) уста- .ывлси накопитель, выполненный в виде ноио.шижно о наклонного монорельса 18 с 1 секателем, содержани1м электромагниты 19 и 20. сгановленные неподвижно относи- ч , мета.т. юконструкции 1 с но.чнружи- Н1. Н111 1 н сер.чечниками 21 и 22.
с1})оиство работает следуюн.1им образом.
Каретка 12 но иаклонному монорельсу 7 с нодиенимни) подвеской 1 1 под действием гравитациоиных си. 1 поступает в И1. 1юз 2 Н.1 нодьсмно-онускную секцию 8 и входит в (аненление своим иггырем 13 с элементом 14 фиксации, обсснечиваюашм фиксированное положение каретки 12 на секции 8. После iToio .)акры 1а1 тся первый шибер 1G входп(П ( 2, открывается второй шибер 16 шлюза 2, включается привод 10 секции 8. Последняя вместе с кареткой 12 и подвеской 11 поднимается до совменц ния с верхним торцом следующего монорельса 7. При этом каретка 12 выходит из зацепления с элементом 14 фиксации и нод действием гравитационных сил сходит с секции 8 и по наклонному монорельсу 7 пере.мещается до следующей опускной и подъемной секции 8,
где и фиксируется с помощью щтыря 13. Секция 8 поочередно занимает три по- .южения.
Первое положение: секция 8 занимает среднее положение и подготовлена для приема очередной подвесочной каретки 12 с подвеской 11.
Второе положение; секция 8 после того как на нее зайдет каретка 12 с подвеской 1 1 опускается и занимает нижнее положение, подвеска 11 находится в электролите, а каретка 12 над ванной фиксируется элементом 14.
20
Третье положение; подъемно-онускная
5 секция 8 занимает верхнее положение, каретка 12 вместе с подвеской II выходит из зацепления с элементом 14 и по монорельсу 7 скатывается на следующую секцию 8, занимающую первое положение над очередной ванной.
Через сушильную камеру 6 перемещение подвесок 11 кареток 12 происходит следующим образом. После того, как подвижная секция 8 займет нижнее положение и совместится с торцом неподвижного монорель5 са 18, каретка 12 выйдет из зацепления с элементом 14 и по монорельсу 18 скатывается вниз, пока щтырь 13 каретки 12 войдет в зацепление с подпружиненным сердечником 21 электромагнита 19. В этом положении она
Q остановится, при этом подвеска И находится в сушильной камере 6. Через некоторое время, определяемое тактом работы линии, анало1 ичным образом на монорельс 18 переместятся следующие каретки 12, а в су- LHильную камеру 6 - следующие подвес5 ки 11- По истечении времени, необходимого для сушки изделий в подвесках 11, срабатывает электромагнит 19, сердечник 21 выходит из зацепления со штырем 13 каретки 12, в результате чего последняя перемещается до следующего электромагнита 20.
0 Затем электромагнит 19 отключается и включается электромагнит 20, после чего каретка 12 скатывается на подготовленную секцию 8, совмещенную с торцом монорельса 18. В этом положении каретка 12 фиксируется элементом 14 фиксации, входящим в зацеп. 1ение со nJTbipeM 13 каретки 12. Затем секция 8 перемещается известным об- разо.м.
5
Формула изобретения Кареточная линия для нанесения гальванических покрытий по авт. св. Л1 848452, отличающаяся тем, что, с: целью повышения производительности, она снабжена накопителями, размеп1енными над ваннгши. при этом каждый накопитель выполнен в иило наклонного монорельса и устапов.юнпоп) над ним отсекателя с возможноегью поштучного пропуска кареток по iiwiy.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1979 |
|
SU848452A1 |
| Кареточная гальваническая линия | 1979 |
|
SU840215A1 |
| КАРЕТОЧНАЯ линия ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1970 |
|
SU273615A1 |
| Поточная линия для окрашивания изделий | 1985 |
|
SU1328270A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1980 |
|
SU846609A1 |
| ПДТЕНТНО-ТЕХНННККйБ. В. Антонов, В. М. Александров, А. Ф. Меркулов и А. В. Мещеряков | 1971 |
|
SU304316A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ЛИНИЯ ПОДГОТОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ К СБОРКЕ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1996 |
|
RU2127002C1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
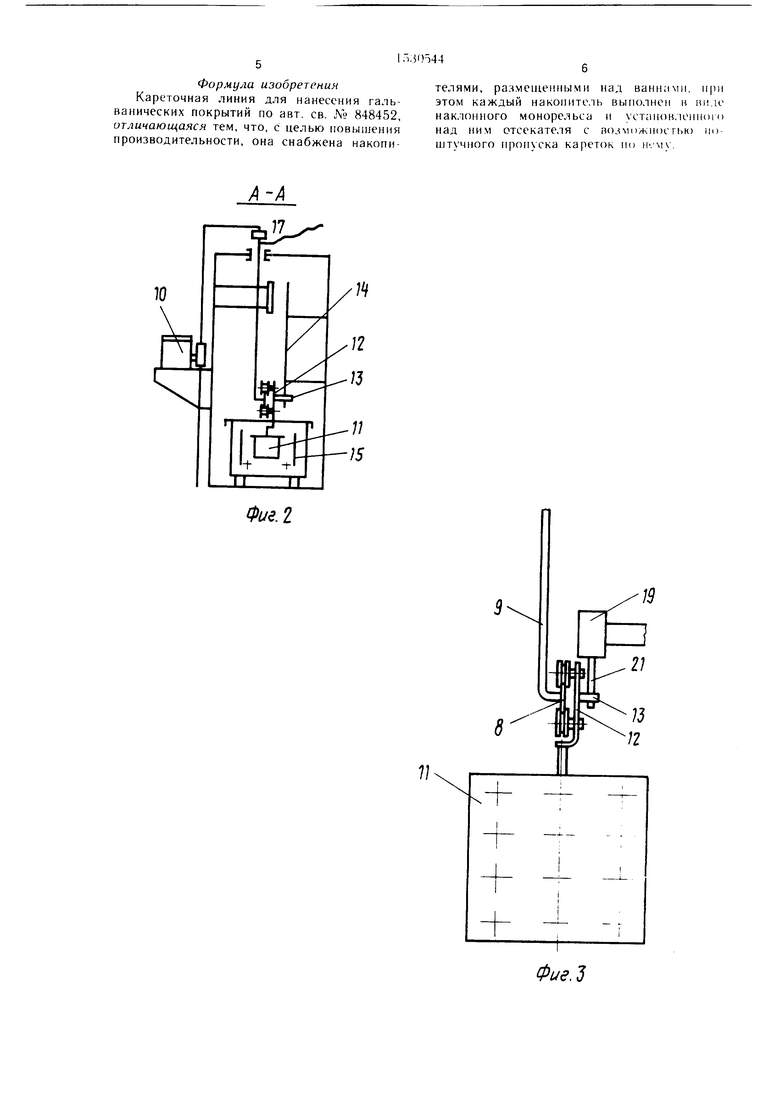
Изобретение относится к устройствам для обработки изделий в технологических ваннах, а именно для нанесения гальванических покрытий и может быть использовано в различных отраслях промышленности. Цель - повышение производительности. Кареточная линия включает металлоконструкцию 1, в которой размещены гальванические ванны 4, промывочные ванны 5 и сушильная камера 6. Над ваннами установлены монорельсы /М/ 7 и секции 8, связанные с приводным штоком 9. Каретка 12 имеет подвеску 11 с изделиями и штырь для фиксации ее над ваннами. В сушильной камере 6 установлен накопитель, выполненный в виде М 18 и отсекателя. Отсекатель имеет электромагниты /Э/ 19, 20 с подпружиненными сердечниками. Каретка 12 по М 7 поступает на секцию 8 и фиксируется на ней, затем приводным штоком 9 она поднимается до следующего М 7 и скатывается по нему до следующей секции 8, где фиксируется. Далее каретка 12 с подвеской 11 опускается к ванне, где изделия проходят обработку. После обработки изделий каретка 12 поднимается до следующего М7 и далее операции повторяются. Подойдя к сушильной камере 6, каретка 12 по М18 скатывается вниз, ее штырь входит в зацепление с сердечником и каретка останавливается. Таким же образом на М18 перемещаются следующие каретки. После сушки первых изделий срабатывает Э 19, а его сердечник выходит из зацепления со штырем каретки 12 и она перемещается до Э 20. Затем Э 19 отключается и включается Э 20, после чего каретка 12 скатывается на секцию 8, фиксируется и следует на выход линии уже известным образом. 4 ил.
Фие.2
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1979 |
|
SU848452A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
