(54) КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Кареточная гальваническая линия | 1979 |
|
SU840215A1 |
| КАРЕТОЧНАЯ линия ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1970 |
|
SU273615A1 |
| Кареточная тележечная линия | 1970 |
|
SU436888A1 |
| КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 1970 |
|
SU276680A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1979 |
|
SU848452A1 |
| ПДТЕНТНО-ТЕХНННККйБ. В. Антонов, В. М. Александров, А. Ф. Меркулов и А. В. Мещеряков | 1971 |
|
SU304316A1 |
| КАРЕТОЧНАЯ БЕСТЕЛЕЖЕЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИДЕТАЛЕЙ | 1972 |
|
SU328209A1 |
| ВСЕСОЮ. ПАТЕКТНО-Т;;ХБИБЛИСЦентральное конструкторское бюро оборудования гальванопокрытий нри Тамбовском механическом заводе | 1970 |
|
SU287487A1 |
| КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯПОКРЫТИЙ | 1970 |
|
SU281989A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
I
Изобретение относится к гальванотехнике, в частности к устройствам для нанесения гальванических покрытий.
Наиболее близкой к предлагаемому является кареточная линия, содержащая ряд ванн, металлоконструкцию, каретки с подвесками, подъемный мост, механизмы горизонтального перемещения кареток, подъема и опускания моста и обхода ванн 1.
Однако эта линия не обеспечивает обработки деталей в ванне с различными циклами выдержки без останова линии, в ней также обрабатываются детали только одного цикла выдержки.
Цель изобретения - расщирение технологических возможностей линии путем обеспечения обработки деталей в ванне с различными циклами выдержки без останова линии.
Поставленная цель достигается тем, что кареточная линия, содержащая ванны гальванической обработки, ванны для промывки, металлоконструкцию, каретки с подвесками для деталей, подъемный мост с механизмами подъема и опускания и механизм горизонтального перемещения кареток, снабжена расположенными над ваннами гальванической обработки направляющим элементо.м с шарнирно закрепленной приводной планкой и механизмом опускания подвесок, выполненным в виде щтока, на конце которого закреплен с возможностью вертикального перемещения кронщтейн, а подвеска снабжена роликами, один из которых установлен с возможностью взаимодействия с направляющим элементом, а другой - .с кронщтейном механизма опускания.
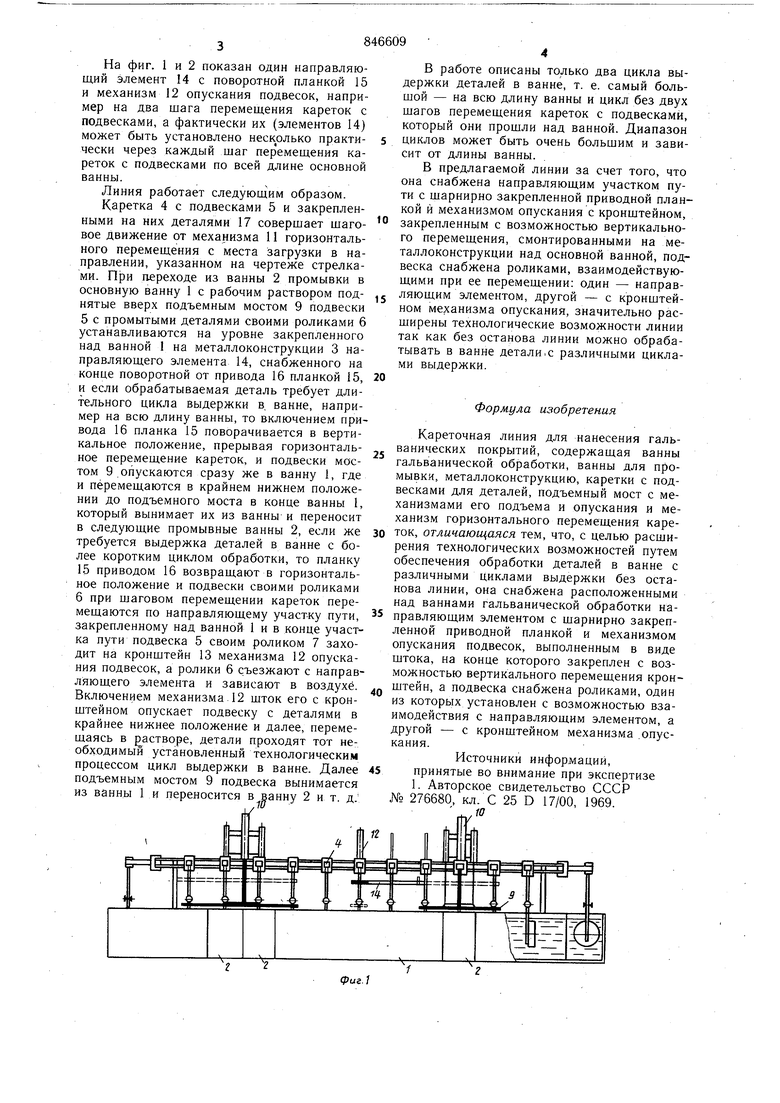
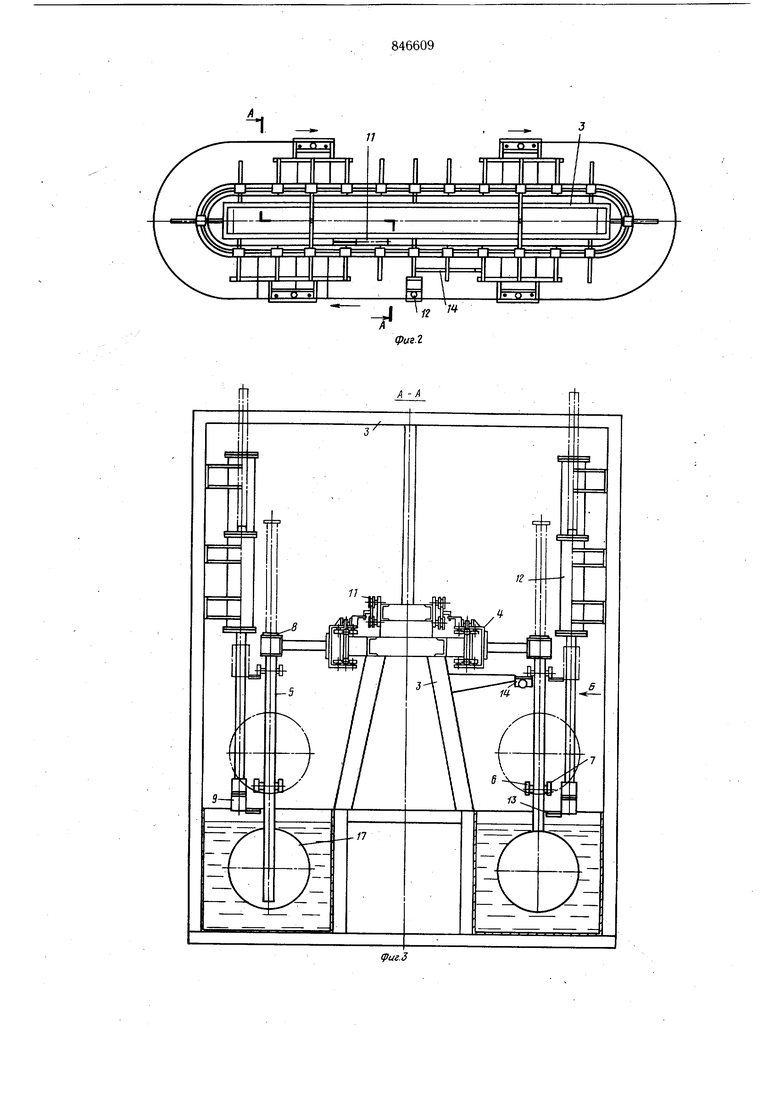
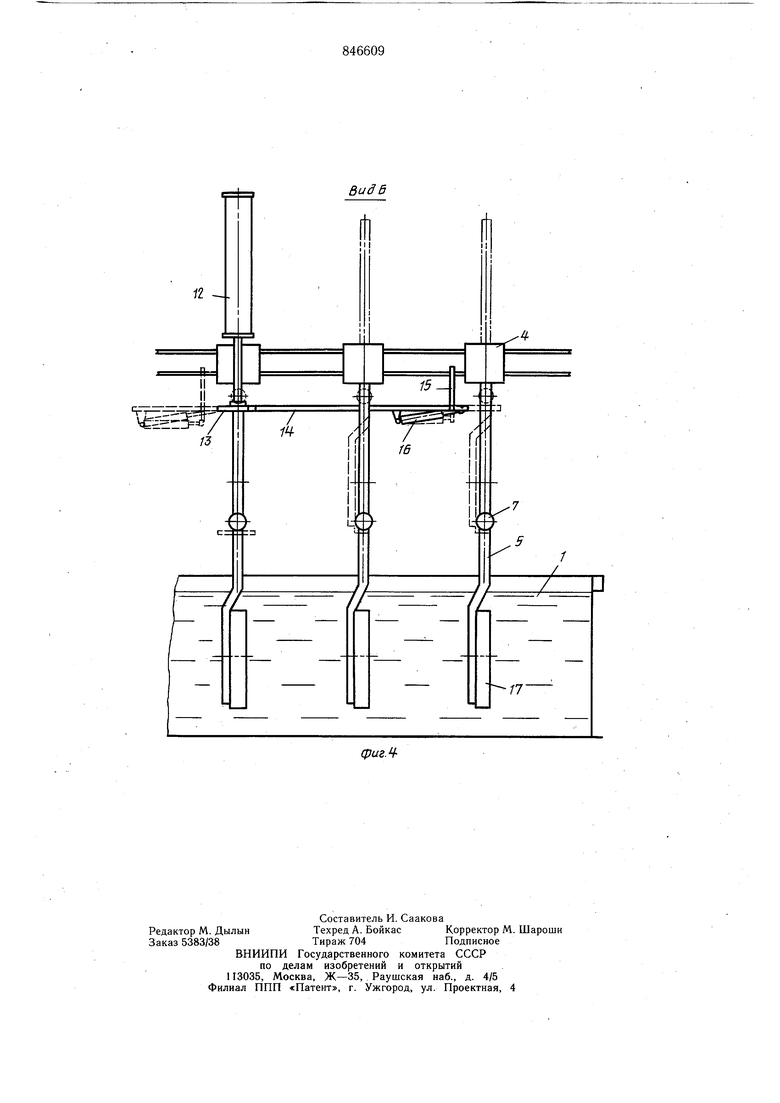
fQ На фиг. 1 изображена линия, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - поперечный разрез А-А на фиг. 3; на фиг. 4 - вид Б на фиг. 3.
Линия состоит из ванн 1 для гальванической обработки рабочих растворов, ванн
15 2 для промывки, металлоконструкции 3, кареток 4 с подвесками 5, снабженными роликами 6 и 7 и упорами 8, подъемного моста 9, механизмов подъема и опускания 10 моста, горизонтального перемещения 11, а также механизма опускания подвесок 12 с
20 кронщтейном 13, направляющего элемента 14 с шарнирной планкой 15, поворачивающейся от привода 16 и обрабатываемых деталей 17, закрепленных на подвесках 5. На фиг. 1 и 2 показан один направляющий элемент 14 с поворотной планкой 15 и механизм 12 опускания подвесок, например на два шага перемещения кареток с подвесками, а фактически их (элементов 14) может быть установлено неск олько практически через каждый щаг перемещения кареток с подвесками по всей длине основной ванны. Линия работает следующим образом. Каретка 4 с подвесками 5 и закрепленными на них деталями 17 соверщает щаговое движение от механизма 11 горизонтального перемещения с места загрузки в направлении, указанном на чертеже стрелками. При переходе из ванны 2 промывки в основную ванну 1 с рабочим раствором поднятые вверх подъемным мостом 9 подвески 5 с промытыми деталями своими роликами 6 устанавливаются на уровне закрепленного над ванной 1 на металлоконструкции 3 направляющего элемента 14, снабженного на конце поворотной от привода 16 планкой 15, и если обрабатываемая деталь требует длительного цикла выдержки в, ванне, например на всю длину ванны, то включением привода 16 планка 15 поворачивается в вертикальное положение, прерывая горизонтальное перемещение кареток, и подвески мостом 9 опускаются сразу же в ванну 1, где и перемещаются в крайнем нижнем положении до подъемного моста в конце ванны 1, который вынимает их из ванны и переносит в следующие промывные ванны 2, если же требуется выдержка деталей в ванне с более коротким циклом обработки, то планку 15 приводом 16 возвращают в горизонтальное положение и подвески своими роликами 6 при щаговом перемещении кареток перемещаются по направляющему участку пути, закрепленному над ванной 1 и в конце участка пути подвеска 5 своим роликом 7 заходит на кронштейн 13 механизма 12 опускания подвесок, а ролики 6 съезжают с направляющего элемента и зависают в воздухе. Включением механизма Л 2 щток его с кронштейном опускает подвеску с деталями в крайнее нижнее положение и далее, перемещаясь в растворе, детали проходят тот необходимый уста новленный технологическим процессом цикл выдержки в ванне. Далее подъемным мостом 9 подвеска вынимается из ванны 1 и переносится в ванну 2 и т. д В работе описаны только два цикла выдержки деталей в ванне, т. е. самый больщой - на всю длину ванны и цикл без двух щагов перемещения кареток с подвесками, который они прощли над ванной. Диапазон циклов может быть очень больщим и зависит от длины ванны. В предлагаемой линии за счет того, что она снабжена направляющим участком пути с шарнирно закрепленной приводной планкой и механизмом опускания с кронщтейном, закрепленным с возможностью вертикального перемещения, смонтированными на металлоконструкции над основной ванной, подвеска снабжена роликами, взаимодействующими при ее перемещении: один - направляющим элементом, другой - с кронщтейном механизма опускания, значительно расщирены технологические возможности линии так как без останова линии можно обрабатывать в ванне детали:с различными циклами выдержки. Формула изобретения Кареточная линия для нанесения гальванических покрытий, содержащая ванны гальванической обработки, ванны для промывки, металлоконструкцию, каретки с подвесками для деталей, подъемный мост с механизмами его подъема и опускания и механизм горизонтального перемещения кареток, отличающаяся тем, что, с целью расщирения технологических возможностей путем обеспечения обработки деталей в ванне с различными циклами выдержки без останова линии, она снабжена расположенными над ваннами гальванической обработки направляющим элементом с щарнирно закрепленной приводной планкой и механизмом опускания подвесок, выполненным в виде штока, на конце которого закреплен с возможностью вертикального перемещения кронщтейн, а подвеска снабжена роликами, один из которых установлен с возможностью взаимодеиствия с направляющим элементом, а другой - с кронщтейном механизма .опускания. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 276680, кл. С 25 D 17/00, 1969. to
BuJB
