Изобретение относится к тепловой обработке бетонных « железобетонных изделий.
Известны способы тепловой обработки изделий, отформованных в герметических формах, путем -вакуумирования свежеотформоiBaHHoro изделия и его обжатия.
Однако известные способы имеют отнрсительно невысокую скорость нарастания прочности бетона, направленный характер пористости бетона, пониженную степень гидратации цементных зерен, интенсивное протекание деструктивных процессов и другие недостатки.
Цель изобретения - создать условия интенсивного нарастания прочности при одновременном бездефектном формировании структуры бетона. Достигается это тем, что изделие вакуумируют при температуре 100- 120°С через проницаемый слой с одновременным обжатием бетона с помощью емкости с изменяемым объемом, заполненной рабочим агентом под давлением до 5 кг/см, а затем насыщают жидкостью, подаваемой под давлением до 5 кг/см.
Сущность способа поясняется чертежом.
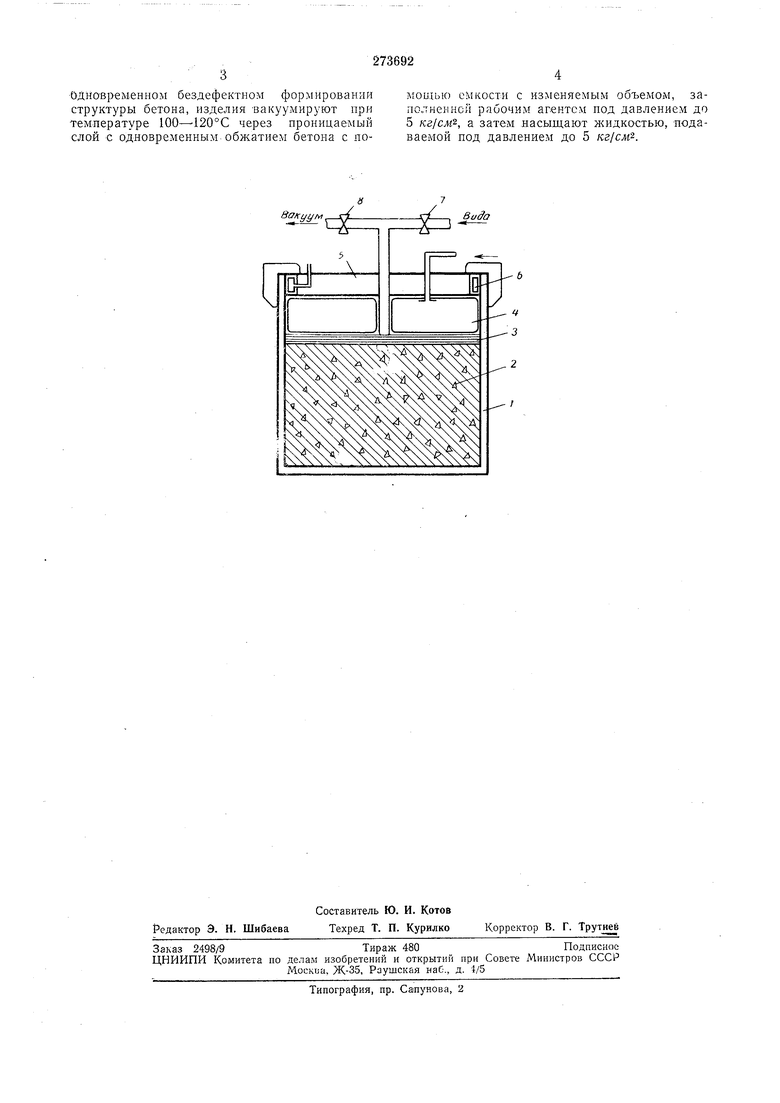
Свежеотформованные в герметичных формах / бетонные и железобетонные изделия 2 одновременно обжимают через проницаемый слой 3 механическим давлением до 5 кг/см, нагревают до 100-120°С и вакуумируют В течение примерно 15 мин, после чего бетон
насыщают жидкостью, преимущественно водой, под давлением до 5 кг/см, в течение примерно 2 час.
Мехапическое обжатие можно осуществлять емкостью 4 с изменяемым объемом, например, резиновым баллоном, заполненным газом или жидкостью. Между емкостью и поверхностью изделия находится проницаемый слой 3, состоящий, например, из нескольких латунных
сеток с ячейками 0,15; 0,3; 0,6 мм. Форма закрывается герметичной крышкой 5, по периметру которой расположено уплотнительное устройство 6. В воду, подаваемую через трубу 7, могут быть введены добавки, ускоряющие нарастание прочности бетона и увеличивающие его плотность. Могут применяться также другие жидкости, например минеральное масло. Подключение форм к трубопроводам для создания разряжения и подачи жидкости производится с помощью присоединительных щтуцеров и накидной гайки известным способом.
Предмет изобретения
Способ тепловой обработки бетонных и железобетонных изделий, отформованных в герметичных формах, путем вакуумирования свелчеотформованного изделия -и его обжатия, отличающийся тем, что, с целью создания условий интенсивного нарастания прочности при одновременном бездефектном форМ1-фовании структуры бетона, изделия вакуумируют при температуре 100-120°С через проницаемый слой с одновременным обл4атнем бетона с помощью емкости с изменяемым объемом, заполненной рабочим агентом под давлением до 5 KejcM, а затем насыщают жидкостью, подаваемой под давлением до 5 кг/см.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ, ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2020 |
|
RU2801720C2 |
| Способ изготовления бетонных и железобетонных изделий | 1986 |
|
SU1491719A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1419897A1 |
| Способ изготовления крупноразмерных бетонных и железобетонных изделий | 1986 |
|
SU1473956A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2024390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В СУРОВЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ | 1993 |
|
RU2121917C1 |
| Способ изготовления бетонных и железобетонных изделий | 1981 |
|
SU1030347A1 |
| Способ изготовления бетонных изделий | 1986 |
|
SU1433803A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1252173A1 |
| Способ изготовления бетонных изделий | 1986 |
|
SU1519878A1 |
вакуум
