Изобретение относится к области холодной обработки металлов давлением, в частности к многопозиционным для носледовательной шта мловки деталей из ленты.
Известен многопозицион«ый идтам-п для лоследовательпой штамповки деталей из ленты, содержащий вер.хлюю и нижнюю плиты с соответственно закрепленными на них пуансонами и матрицами, прижим, связанный с верхней ллитой посредством пружин и служащий одновременно съемником, и многопозиционный выталкиватель, смонтированный на нижней плите с возможностью перемещения относительно матриц.
Однако в таком штампе отсутствует iMexaHH3iM извлечения заготовок из матриц без искажения их расположения на ленте и механизм точной ориентации заготовок над матрицами, что вызывает отход деталей в брак.
Предлагаемый штамл отличается тем, что он снабжен жестко связанной с выталкивателем поДпрун нненной дополнительной плитой с направляющими отверстиями для матриц. Эта плита служит для поджатия ленты к прижиму -при перемещении верхней плиты, обеспечивая при этом осевую ориентацию заготовок при удалении их.из матриц, и съема их nyawcoHOiB.
Это позволяет улучшить качество изделий.
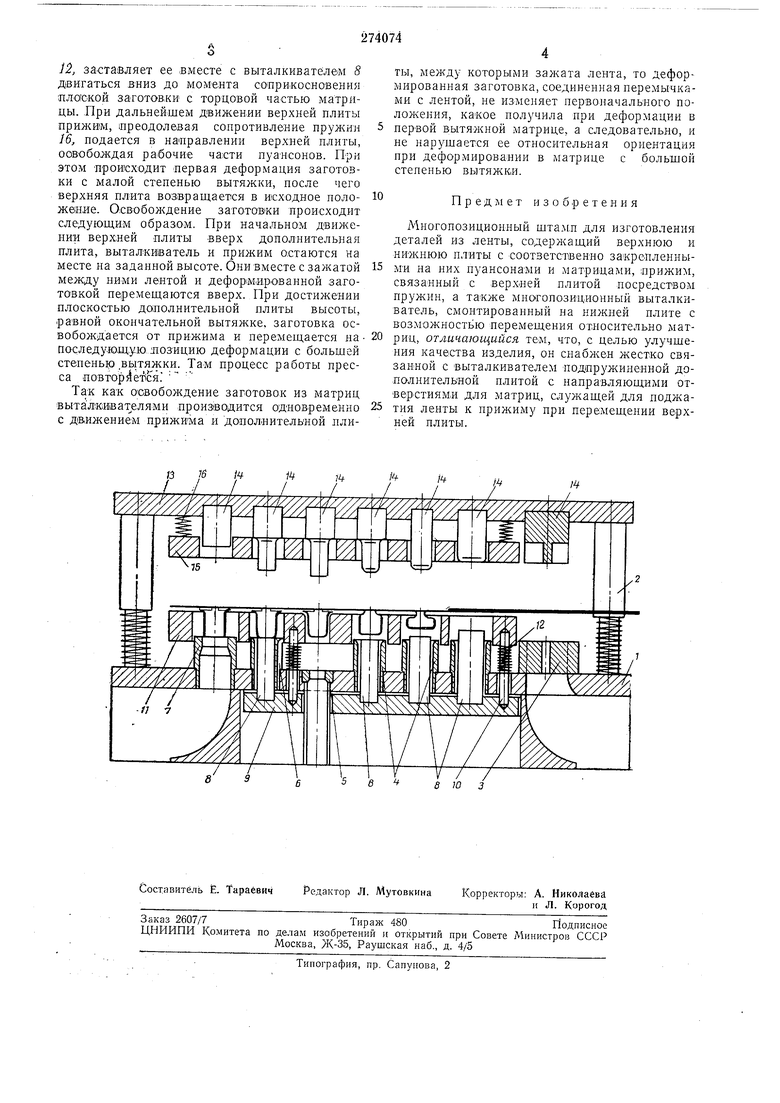
Он содерж ит нижнюю плиту / с располол енными на ней направляющими колонками 2, матрицу 3 для обсечки заготовки, три вытяжных матрицы 4 и матрицы проколки 5, калиброеки 6 и обсечки готовых изделий 7, многопозпционный выталкиватель 8, смонтированный на плите 9 и жестко связанный посредством шпилек 10 с дополнительной -плитой 11. Верхняя плоскость дополнительной
плиты посредством пружин 12 покоится над матрицами на высоте, равной глубине окопчательной вытяж1ки заготовки, и имеет направляющие отверстия, охватывающ.ие матрицы и дающие воЗМожность плите вместе с выталкивателем утопать заподлицо матриц.
Штамп включает также верхнюю плпту 13 с укрепленными соответственно матрицам пуансона.ми 14 и прижим 15, подпружиненНый посредством пружин 16 относительно плиты.
Изготовление изделпй в предлагаемом штампе происходит следующим образом. Металлическая лента подается на матрицу, где вырубается соответствующим матрице пуансоном заданная форма плоской заготовки. После чего лента с заготовкой, удерживаемой перемычками, подается на дополнительную плиту в положение над первой вытяжной матрицей 4. При опускании верхней плнты прнжим, соJ2, заставляет ее вместе с выталкивателем 8 двигаться вниз до момеита соприкосновения плоюкой заготовки с торцовой частью матрицы. Лрн дальнейшем движении верхней плиты прижим, шреодолевая сопротивление прулшн 16, подается в на правлении верхней плиты, освобождая рабочие части пуаисонов. При этом -происходит иервая деформация заготовки с малой степенью вытяжки, после чего верхняя плита возвращается в исходное положееие. Освобождение затотов ки происходит следующим образо м. При начальном движении верхней плиты вверх дополнительная плита, выталкиватель и прижим остаются на месте на заданной высоте. Они вместе с зажатой между ними лентой и деформированной заготовкой перемещаются вверх. При достижении плоскостью даполнительной плиты высоты, равной окончательной вытяжке, заготовка освобождается от прижима и перемещается на последующую лозицию деформации с большей степеныр .вьгтяжки. Там процесс работы пресса повтор ейя. Так как освобождение заготовок из матриц выталкяват елями производится одновременно с движениеМ прижима и дополнительной плиты, между которыми зажата лента, то деформированная заготовка, соединенная перемычками с лентой, не изменяет первоначального положения, какое получила при деформации в первой вытяжной матрице, а следовательно, и не нарушается ее относительная ориентация при деформировании в матрице с большой степенью вытяжки. Предмет изобретения Многопозиционный шта.мл для изготовления деталей из ленты, содержаихий верхнюю и нижнюю плиты с соотзетственно закроПленными на них пуансонами и матрицами, прижим, связанный с верхией плитой посредством пружин, а также мно гопозиционный выталкиватель, смонтированный на нижней плите с воз.можностью перемещения относительно матриц, отличающийся тем, что, с целью улучше ния качества изделия, он снабжен жестко связаннои с выталкивателем подиружиненнои дополнительной плитой с направляющими отверстиями для матриц, служащей для поджатия ленты к прижиму при перемещении верхней плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Штамп последовательного действия для вытяжки и обрезки в ленте | 1983 |
|
SU1131573A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
