Известны способы изготовления труб пз двух рулонированных полос, при которых осуществляют одновременную подачу полос при параллельном расположении их продольных средних линий, формовку полос в валках с последующим сведением кромок сформованных полос и их сварку с осадкой.
Цель изобретения - сократить производственные площади и повысить производительность.
Это достигается тем, что полосы при подаче, форГмовке и сварке располагают с расстоянием между их продольными средними линиями, равным диаметру готовой трубы. Осадку металла при сварке осуществляют при. радиальном перемещении кромок и расположении швов в одной горизонтальной плоскости.
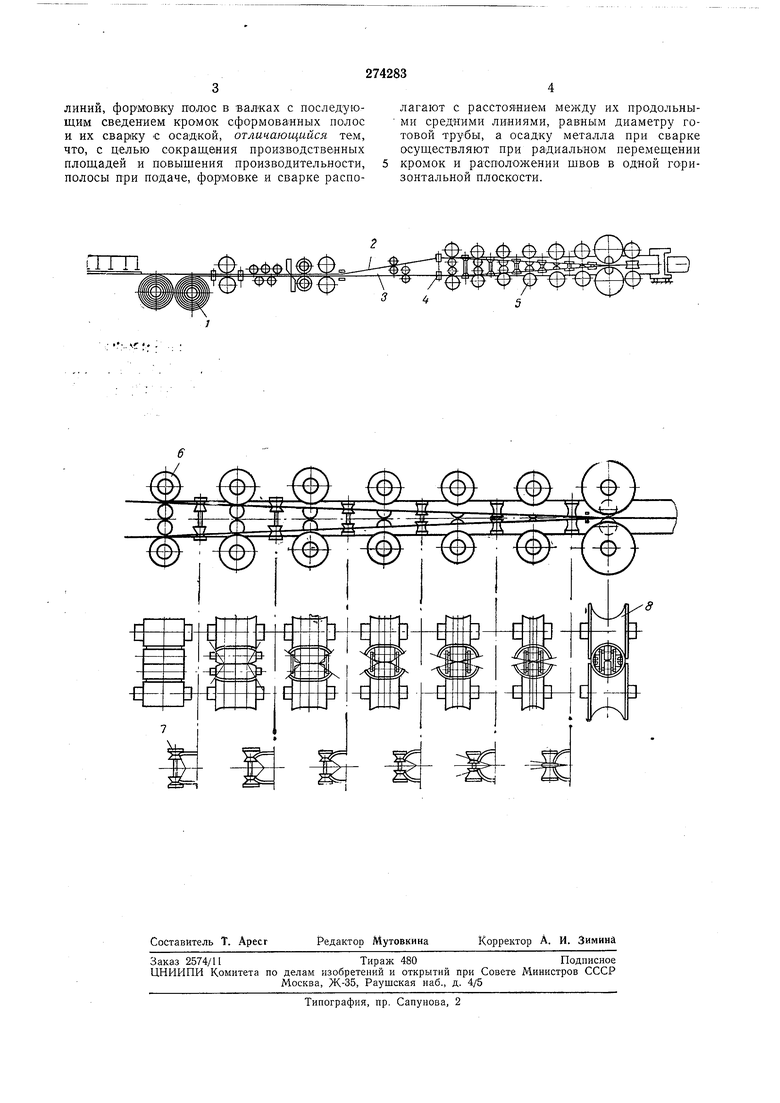
На чертеже показана схема технологического процесса, осуществляющая предлагаемый способ.
Рулоны / разматывают и две спаренные полосы после правки и обрезки раздваивают. Затем по наклонным рольгангам 2 и 3 через направляющее устройство 4 они поступают в формовочное устройство 5. В горизонтальных клетях 6 формовочного устройства, имеющих индивидуальный привод, две горизонтально расположенные полосы фор 1уются в трубную заготовку, готовую к сварке в трубу.
Между ними устанавлпвают вертикальные валки 7, служащие для подготовки формующих полос к входу в очередную к.1еть и удерживания их в симметричном положении относительно оси формовочного устройства. Валки 8 формовочно-сварочной клети образуют замкнутый калибр. Трубная заготовка, проходя этот калибр, в зоне сварки подвергается необходимому давлению. Два сварочных аппарата подводят ток высокой частоты к кромкам трубной заготовки. Ток, проходя через места стыка кромок, нагревает их до температуры сваркп. Под давлением сжимающих валков кромки одновременно с двух сторон сдавлпваются и свариваются.
Грат, образующийся при сварке, удаляется с нарулчной и внутренней поверхности трубы резцами гратоснимателей.
По предлагаемому способу можно изготовлять трубы из листов коиечных длин как малых, так и больших диаметров. Для этого в начале линии подготовки листа устанавливается листоукладчик.
Пред:мет изобретения
линий, формовку полос в валках с последующим сведением кромок сформова«ных полос и их CBapiKy € осаДКой, отличающийся тем, что, с целью сокращения производственных площадей и по:вышения производительности, полосы при подаче, формовке и сварке располагают с расстоянием между их продольными средними линиями, равным диаметру готовой трубы, а осадку металла при сварке осуществляют при радиальном перемещении кромок и расположении щвов в одной горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ изготовления сварных прямошовных труб | 1990 |
|
SU1776474A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| Способ изготовления сварных прямошовных труб | 1976 |
|
SU572311A1 |