Известны калибры-кольца для контроля описанного диаметра ребристых деталей, например труб, содержащие проходную и непроходную сторолы.
Предлагаемый калибр-кольцо отличается тем, что на ненроходной стороне калибра выполнены пазы, параллельные продольной оси калибра. Это создает усло1вия для контроля детали по всей длине.
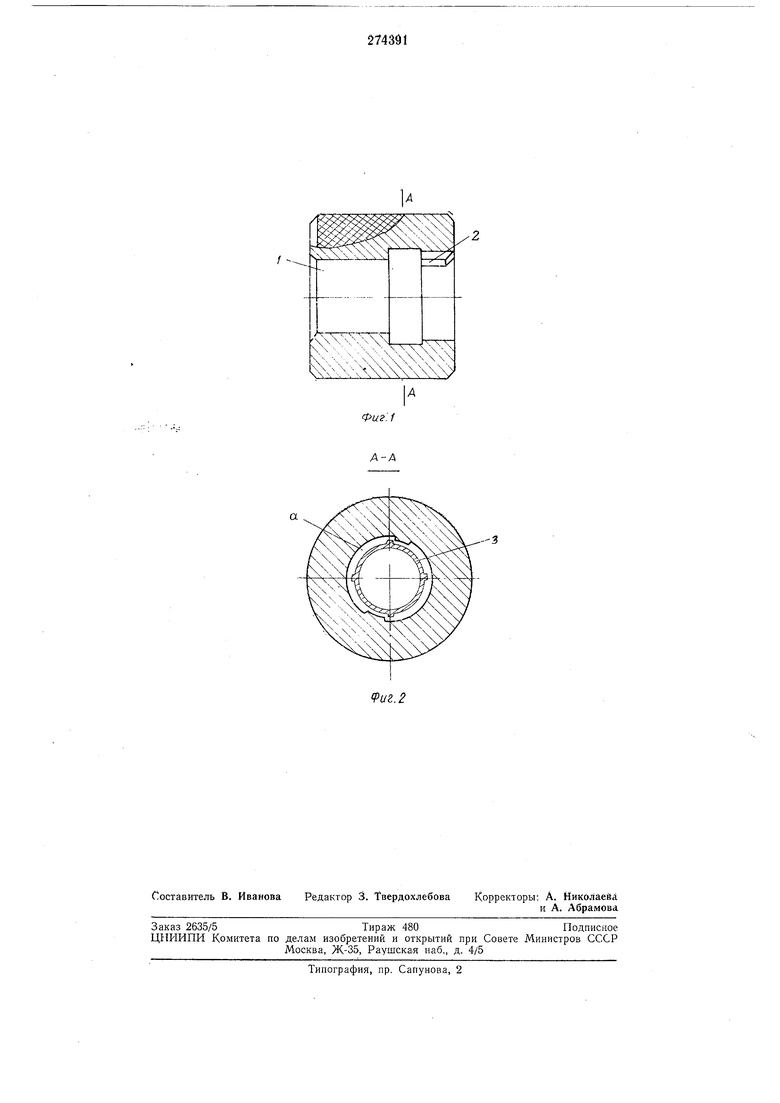
На фиг. 1 изображен описываемый калибркольцо в продольном разрезе; на фиг. 2 - разрез по А-А па фиг. 1.
Описываемый калибр-кольцо содержит проходную и непроходную стороны / и 2. На попoCv eднeй выполнены пазы а, параллельные продольной оси калибра.
При контроле калибр-кольцо перемещают по всей длине контролируемой трубы 3. Для проверки описанного диаметра трубы калибр непроходной стороной 2 в требуемых местах поворачивают относительно ребер трубы.
Предмет изобретения
Калибр-кольцо для контроля описанного диаметра ребристых деталей, например труб, содержащий проходную и непроходную стороны, отличающийся тем, что, с целью контроля детали по всей длине, на непроходной стороне калпбра -выполнены пазы, параллельные продольной оси калибра.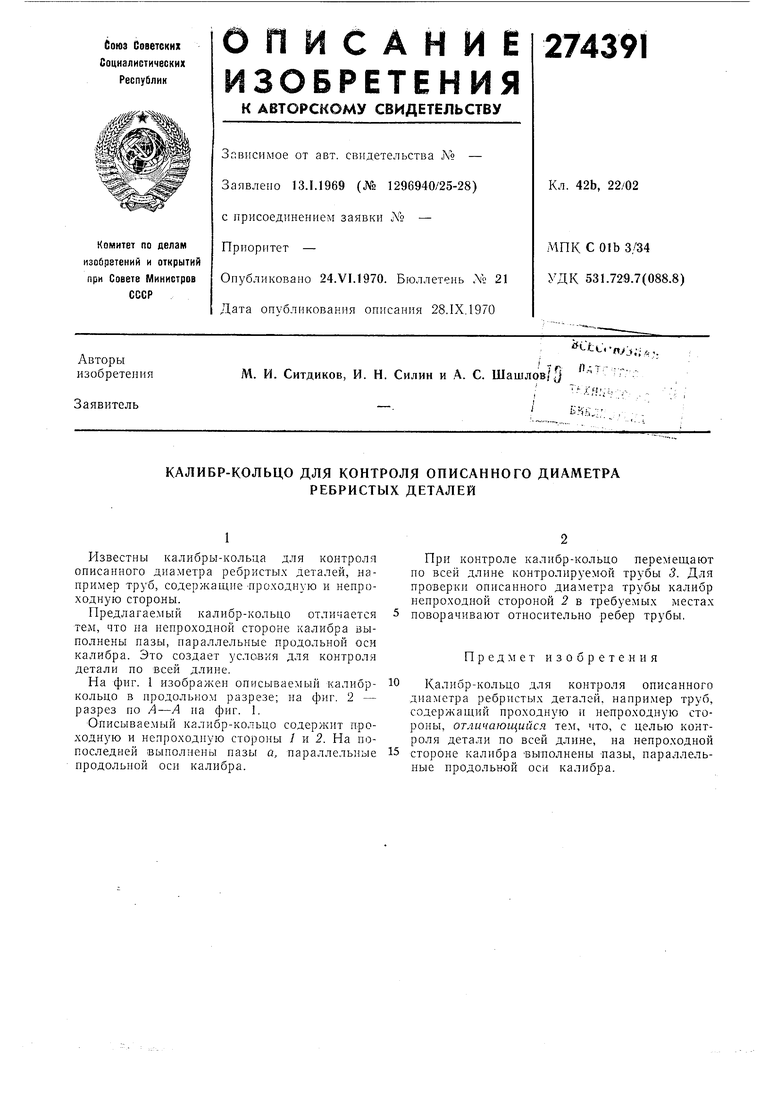
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЛАДКАЯ РЕГУЛИРУЕМАЯ СКОБА | 1996 |
|
RU2110765C1 |
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
| КАЛИБР-ПРОБКА | 1996 |
|
RU2109249C1 |
| Автомат для измерения и сортировки деталей по наружным размерам | 1938 |
|
SU57813A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| КАЛИБР ДЛЯ ТАНГЕНЦИАЛЬНЫХ ОТВЕРСТИЙ | 2015 |
|
RU2584264C2 |
| Устройство для контроля диаметра цилиндрических деталей | 1989 |
|
SU1747864A1 |
| Односторонний шариковый предельный калибр | 1950 |
|
SU90416A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Калибр-пробка, предельная для контроля внутренних шлицев эвольвентного профиля детали | 1989 |
|
SU1640517A1 |