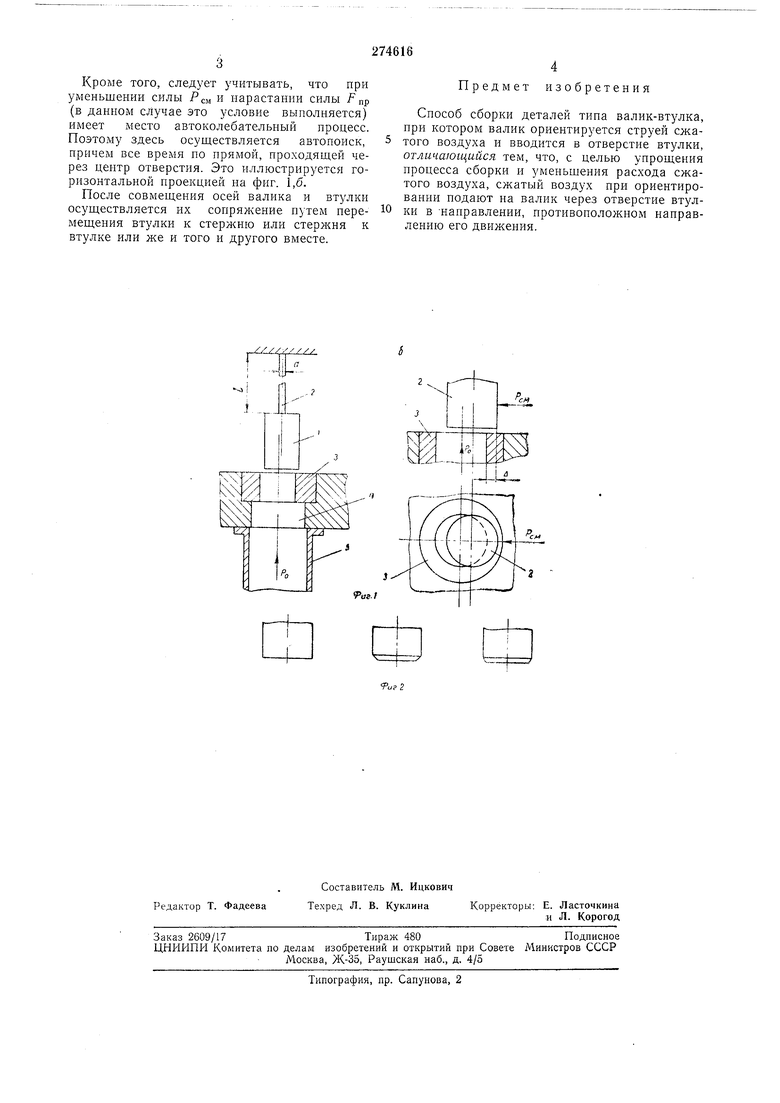
Изобретение относится к снособам автоматической сборки деталей. Известен способ сборки деталей типа валик-втулка, при котором валик ориентируется струей сжатого воздуха и вводится в отверстие втулки. Таким способом является пневматический способ сборки, заключающийся в том, что в отверстие втулки засасывается воздух ио направлению перемещения валика. Всасывание воздуха происходит вследствие создания разрежения иод втулкой с отверстием. Этот способ обладает определенными недостатками, например При создании разрежения будет невысокий перепад давления, который в идеальном случае не превышает 1 бар (1 аг). Предлагаемый сиособ сборки отличается от известного тем, что для упрощения процесса сборки и уменьшения расхода сжатого воздуха, сжатый при ориентировании возд,ух подают на валик через отверстие втулки в направлении, противоположном направлению его перемещения. На фиг. 1 дана схема сборки валика со втулкой путем продувки воздуха через втулку со стороны, противоиоложиой валику; на фиг. 2 - торцы экспериментальных деталей. Валик 1 укреплен на гибком стержне 2, втулка 3 установлена в гнезде сборочного приспособления 4, с другой стороны крепится воздухопровод 5, через который подается сжатый до давления РО воздух. Если предположить, что ось отверстия втулки и ось валика копцептричиы. то кольцевой зазор между ними будет ио всей своей окружности одииаков. и сила воздействия воздуха на валик направлена только в осевом папраплении. Когда же указанные осп будут эксцентричны, то кольцевой зазор между валиком и втулкой изменится, вследствие чего источник воздуха будет также другилг. При положепии валика- п втулки, изображенном ца фиг. 1 б, давление воздуха с левой сторопы будет меньше чем с правой, и появится боковая сила РС„ , смеи1,ающал валик в направлении совмещення осей его и втулки. Сила РС.Ч действует на деталь до тех пор, пока указанные оси не совпадут. Очевпдпо, что перемеи1,еппю валика в требуемом иаправлеиии ирот1 водействует упругая сила стержня 2 (см. фнг. 1,а). Однако эта сила при соответствующпх габаритах стержня будет очень незначптельной. так при мм и мм сила противодействия будет равна (/ и d-размеры стержня 2), Р„ 11 6-10-2лг: :610-Я,
Кроме того, следует учитывать, что при уменьшении силы РСМ и нарастании снлы F „р (в данном случае это условие выполняется) имеет место автоколебательный процесс. Поэтому здесь осуществляется автопоиск, причем все время но прямой, проходящей через центр отверстия. Это иллюстрируется горизонтальной проекцией на фиг. 1,6.
После совмещения осей валика и втулки осуществляется их сопряжение путем неремещения втулки к стержню или стержня к втулке или же и того и другого вместе.
Предмет изобретения
Способ сборки деталей типа валик-втулка, при котором валик ориентируется струей сжатого воздуха и вводится в отверстие втулки, отличающийся тем, что, с целью упрощения процесса сборки и умеиьщеиия расхода сжатого воздуха, сжатый воздух при ориентировании подают на валик через отверстие втулки в наиравлении, противоположном направлению его двилсеиия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмомеханическое устройство для угловой ориентации втулок с радиальным отверстием | 1985 |
|
SU1299768A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1971 |
|
SU298457A1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| Способ сборки деталей | 1987 |
|
SU1523296A1 |
| УСТРОЙСТВО для ЦЕНТРИРОВАНИЯ ВАЛИКА ОТНОСИТЕЛЬНО ОТВЕРСТИЯ ДЕТАЛИ ПРИ СБОРКЕ | 1971 |
|
SU314618A1 |
| Способ групповой загрузки деталей | 1977 |
|
SU701756A1 |
| УСТРОЙСТВО для СБОРКИ ДВУХ ДЕТАЛЕЙ ТИПА ВАЛИКА И ВТУЛКИ | 1969 |
|
SU248474A1 |
| Способ сборки деталей типа валиквтулка | 1976 |
|
SU605709A2 |
| ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО | 2000 |
|
RU2179504C1 |
| МЕХАНИЗМ ЗАДЕЛКИ БОРТОВ АВТОНОКРЫШКИ К СБОРОЧНОМУ СТАНКУ | 1965 |
|
SU173917A1 |
I
