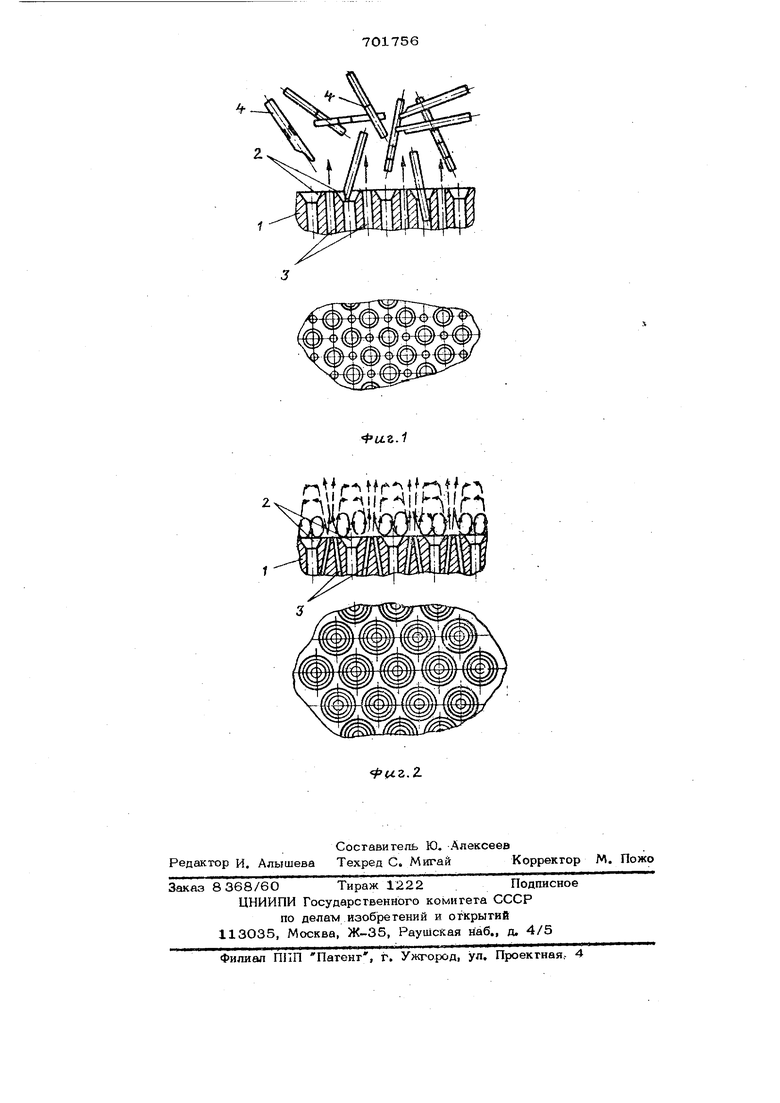
Изобретение относится к технологическим процессам сборки и может быть использоваяо при автомата зации сборки в приборостроении и электронной промышленности. Известен способ, в котором ориентаПИЯ и загрузка деталей происходит с помошью аэродинамических сил, возникающи за счет кольцевого воздушного потока, об разующегося после попадания и зависания на входе в загрузочное отверстие первой ориентированной детали l . Этот способ не позволяет надежно и с высокой производятельностью производить ориентированную загрузку деталей тепа валиков, деталей со слабо выраженной ассяметрией и малосмещенным тяжести, нежестеих и малопрочных, с легко разрушаемым покрытием и миниа тюрных деталей. Целью изобретения является повышени производительности и надежности процесса ориентированной загрузки деталей типа валиков, деталей со слабо смешенным центром тяжести и небольшой ассиметрией, нежестких и малопрочных деталей, дета лей с легко разрушаемым покрытием. Это достагаегся; тем, что детали помещают в кольцеобразные зоны вихревой циркуляции воздуха, вертикальные сечения каждой из которых имеют общую ось симметрии, совпадающую с осью гнезда. Процесс активного направленного ориентирования деталей с помощью аэродинамических сил, возникающих за счет формирования, кольцеобразных зон вихревой циркуляции воздуха над поверхностью платы, обеспечивает непрерывность загрузки деталей одновременно во все гнезда, это значительно повышает производительность . Бесжонтактаое манипулирование деталями в процессе направленного активного ориентарования относительно гнезп в п.чате значительно повышает надежность загрузки. На фиг. 1 иллюстрируется процесс затрузки гнезд электротехнических разъемов; на фиг, 2 показана схема флрмирг ваиия кольцевых зон вихревой циркуляции возду ха с помоишю кольцевых дивергентных струй. Устройство для осуществления предложенного способа представляет собой ча- шу, днище которой выполнено в виде платы 1, в выполнены загрузочные гнезда 2 и окружающие гнезца сопла 3, соединенные с источником сжатого возц}х Гнезда 2 переходят в трубки, соединяющие загрузочное устройство с устройством введения штырей и гнезд в изолятор разъема. Детали загружают в чашу на плату 1. Под действием цинамического напора, свободно истекающих из сопел 3 струй воздуха, детали 4 взвешиваются яап платой 1 и во взвешенном состоя}гаи начинают перемещаться. Перемещение деталей 4 обусловлено неоано эодностью полей скоростей и давлений потока. Стремясь занять устойчивое положение по отношению к струнам воздуха, детали поворачиваются более близким к центру тяжести концом в сторону загрузочных гнезд 2. Вследствие расширения истекающих из сопл 3 струй в месте их соединения образуется турбулентный пограничшлй слой в виде кольцеобразной вихревой диркуяящонной зоны, причем на оси загрузочног канала векторы скорости потоков воздуха в этой зоне направлены в сторону загрузочного канала, а непосредственно над ним и в самом канале, за счет эжектиро- вания возду ха из загруздашых гнезп окружающими их струями, создается пониженное давление. При попадании конца де тали в зону вихревой циркуляции воздуха усилие динамического напора значительно уменьшается и под действием силы веса И. перепада давлений деталь з0гру : ается в строг о ориентированном положении в гнездо. Причем ввиду соизмерь моста линейных размеров деталей и вихревых потоков воздуха в 1шркуляшгонных зонах возникает явление процессии конца детали при западании в гнездо, что способствует процессу загрузки. Направление и величины о|жентирую- тих детали аэродинамических сил всецело завесят от 4ормы и параметров кольцевых зон вихревой циркуляции воздуха. Наибольшую производительность процесса загрузки деталей типа ва/тков со слабо смещенным центром тяжесп обеспечивают золы, создаваемые кольцев1лми дивергеит ными струями с углом раскрытии около 15 (фиг. 2). Такое формирование потока приводит к образованию расширенной циркуляционной зоны гороидальнон формы, что обеспечивает плавность захода яегалей в загрузочные гнезда с любого направления и тем самым умены51ает время ориентирования. Предлагаемый способ может обеспечить ориентированную загрузку деталей не только с малосмеш,енным цент{юм тяжести, но и асимметричных деталей с несмещенным центром тяжести, за счет разных процессов обтекания тех или иных конструктивных элементов деталей (выточек, фасок и т.п.) путем подбора параметров циркуляционных зон. Фо.рмула изобретения Способ групповой загрузки деталей в гнезда платы, например, при изготовлении электротехнических разъемов, включающий ориентирование деталей струями воздуха и последующую загрузку правильно ориентированных, деталей, отличающийс я тем, что. с целью повышения производительности и надежности процесса загрузки,детали помеш;ают в кольцеобразные зоны вихревой циркуляции воздуха, вертикальные сечения каждой из которых имеют общую ось симметрии, совпадающую с осью гнезда и ориентируют их во взвешенном состоянии с помощью аэродинамических сил. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 517187, кл. В 23 в 7/08, 1971.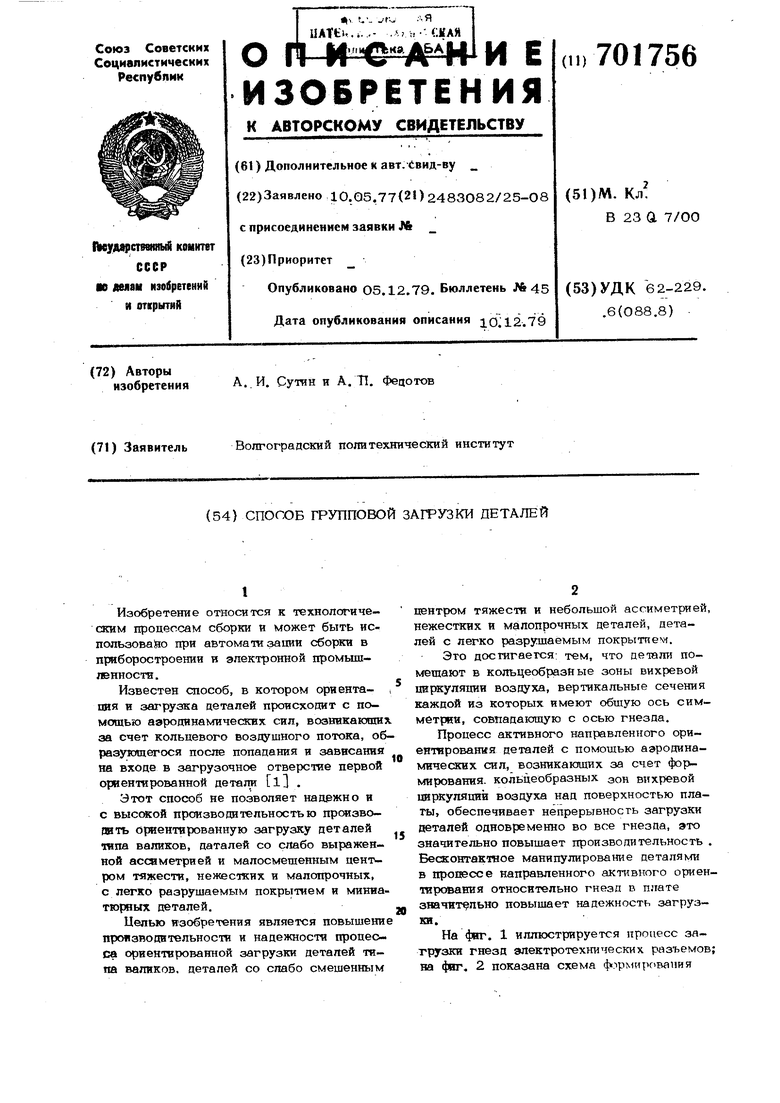
| название | год | авторы | номер документа |
|---|---|---|---|
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| Способ групповой загрузки деталей | 1989 |
|
SU1696257A1 |
| Способ установки стержневых изделий в отверстия платы | 1978 |
|
SU775801A1 |
| Загрузочное устройство | 1989 |
|
SU1692808A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ШТУЧНОЙ ЗАГОТОВКИ | 2022 |
|
RU2803619C1 |
| Загрузочное устройство | 1987 |
|
SU1509219A1 |
| Способ групповой загрузки деталей | 1987 |
|
SU1511049A1 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| Способ сборки штепсельных разъемов | 1978 |
|
SU705576A1 |