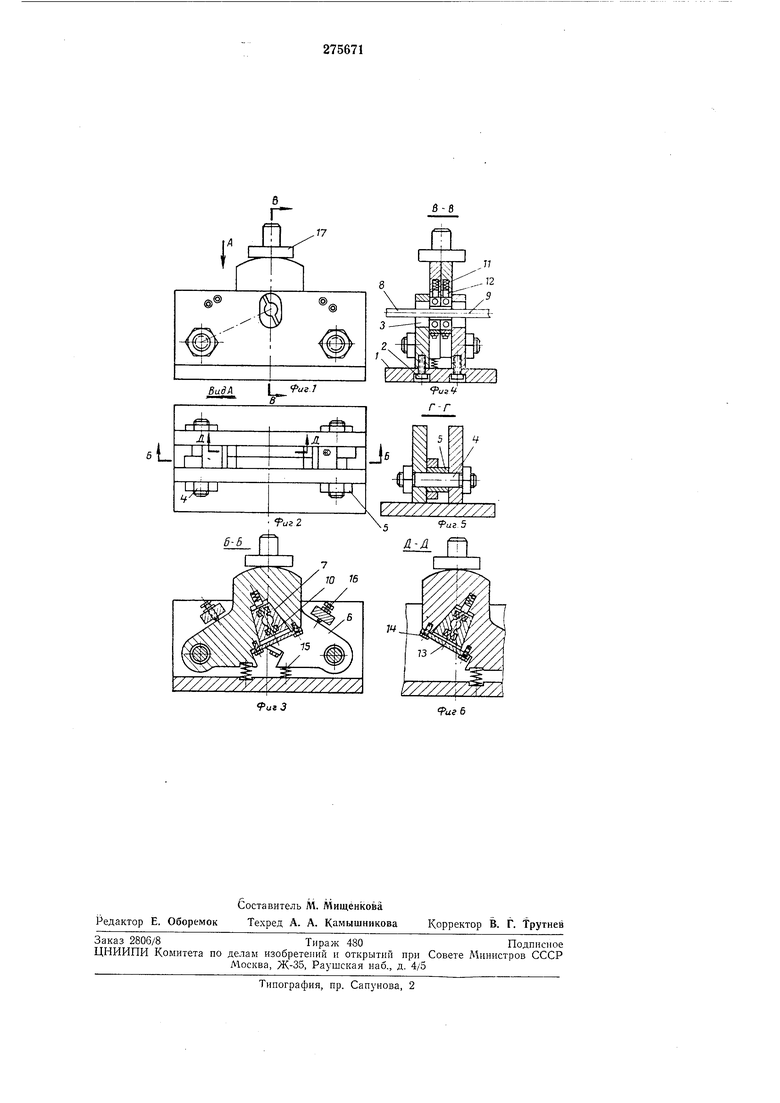
Изобретение относится к области резки металлов, в частности к конструкциям штампа для резки прутковых материалов. Известен шта.мп для резки прутковых заготовок, зажимаемых в отверстии, образуемом рабочими вкладышами, расположенными в клиновых полостях двух поворотных рычагов, оси поворота которых размещены между вертикальными стойками, смонтированными на неподвижной плите штампа. Недостатком известного штампа является то, что заготовка зажимается недостаточно прочно при резке, а следовательно, качество реза невысоко. Кроме того, некоторые элементы штампа ненадежны в работе. Целью изобретения является повышение ненадежности работы штампа и улучшение качества реза. Для достижения этой цели штамп снабжен размешенными между стойками регулируемыми упорами для фиксации в исходном положении рычагов, которые подпружинены к нижней плите, а оси поворота расположены симметрично оси штампа ниже оси образуемого вкладышами отверстия для заготовки. При этом плоскость симметрии клиновой полости каждого из рычагов наклонена под углом к плоскости, проходяшей через ось отверстия во вкладышах и ось поворота другого рычага. На фиг. 1 изображен предложенный штамп, обший вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б - 5 на фиг. 2; на фиг. 4 - разрез по В - В на фиг. 1; на фиг. 5 - разрез по Г - Г на фиг. 1, на фиг. 6 - разрез по Д - Д на фиг. 2. К нилчней плите / штампа винтами 2 крепятся две вертикальные стойки 3, между которыми на осях 4 через распорные втулки 5 шарнирно закреплены рычаги 6, имеющие полости с клиновыми скосами, в которых размешены рабочие вкладыши 7, зажимающие при резке пруток 8 и срезаемую заготовку 9, для чего оси снабжены профильной полостью. В свободном состоянии вкладыши отталкиваются друг от друга пружинами W, а пружинами 11 через упоры 12 отводятся до постоянных упоров 13, закрепленных винтами 14. В исходном положении рычаги удерживаются пружинами 15. Соосность профильной полости вкладышей обеспечивается за счет винтовых упоров 16, ограничивающих поворот рычагов 6 вокруг осей 4. Усилие от пресса передается через хвостовик 17, закрепленный в ползуне пресса и взаимодействующий с поворотными рычагами. Повороту рычагов препятствует пруток 8. При помоши горизонтальных составляющих сил в треугольнике сил, образуемом центрами осей 4 рычагов 6 и центро оси профильной полости для прутка во вкладышах, осуществляется рез прутка, а при помощи составляющих сил, паправленных по оси си мметрии клиновой полости и воздействующих на рабочие вкладыши, заклинивая их в клиновых полостях рычагов 6, - зажим прутка и заготовки. . Усилие зажима возрастает до тех пор, пока горизонтальные составляющие сил не становятся равны сумме сил, необходимых для среза заготовки. В процессе среза сохраняется постоянным отношение усилия зажима прутка и заготовки к усилию реза. При ходе ползуна пресса вверх рычаги 6 под действием пружип 75 возвращаются в исходное положение до упоров 16. Под действием пружин /О и // вкладыши расходятся, давая возможность подвинуть пруток для среза следующей заготовки.
Выполнив штамп с меньшей высотой равнобедренного треугольника, вершинами которого являются центры осей 4 рычагов 6 и центр профильной полости вкладышей, можно уменьшить отношение между усилием пресса и усилием среза, а изменяя величину угла между плоскостью симметрии клиновой полости каждого из рычагов и плоскостью, проходящей через ось отверстия, образуемого вкладышами.
и ось поворота другого рычага, можно изменять отношение усилия зажима прутка и заготоВКи к усилию среза.
Предмет изобретения
1. Шта.мп для резки прутковых заготовок, зажимаемых в отверстии, образуемом рабочими вкладышами, расположенными в клиновых полостях двух поворотных рычагов, оси поворота которых размещены между вертикальными стойка.ми, смонтированными на неподвижной плите гитамна, отличающийся тем, что, с целью повышения надежности работы
штампа и улучшения качества реза, ои снабжен размещенными между стойками регулируемыми упорами для фиксации в исходном положении рычагов, которые подпружинены к нижней плите, а оси поворота расположены
симметрично оси штампа ниже оси образуемого вкладышами отверстия для заготовки.
2. Штамп по п. 1, отличающийся тем, что, плоскость симметрии клиновой полости каждого из рычагов наклонена под углом к плоскости, проходящей через ось отверстия во вкладышах и ось поворота другого рычага.
fujZ
игЗ
б-fl
1
У////////////
,5
m
Ригб
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВ | 1971 |
|
SU316561A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU279305A1 |
| Штамп для резки прутков | 1988 |
|
SU1687382A1 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Штамп для резки прутков | 1980 |
|
SU1018817A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки прутковогоМАТЕРиАлА | 1978 |
|
SU816706A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |