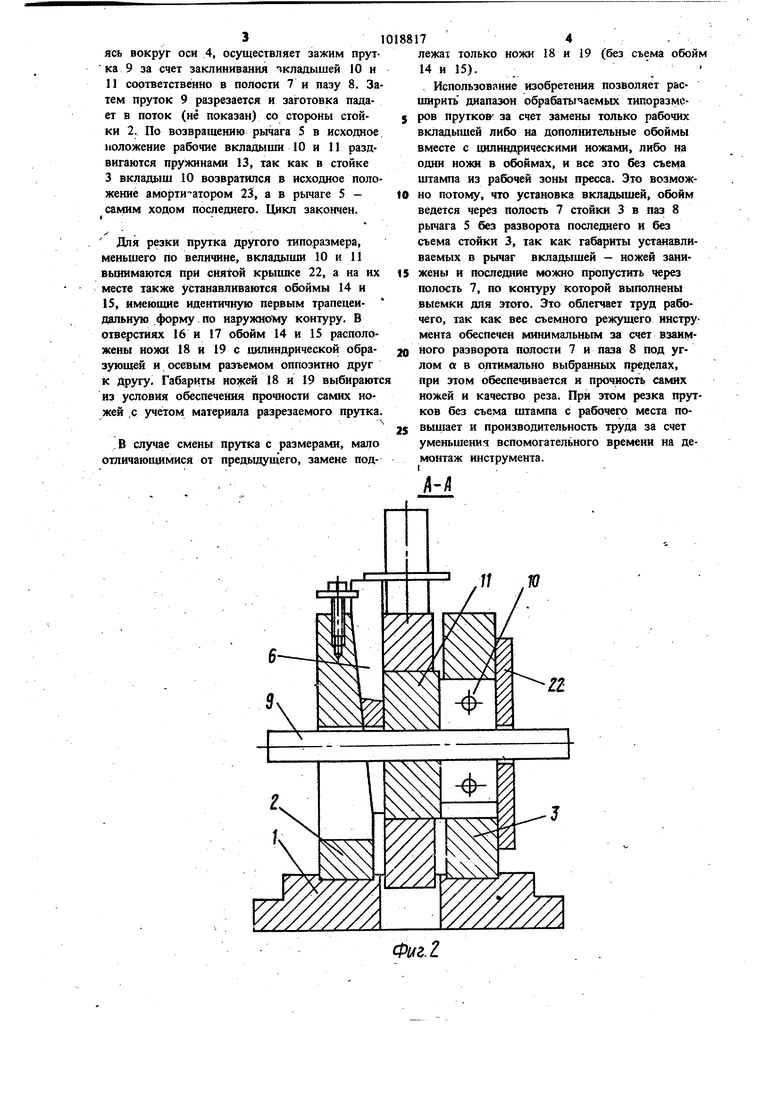
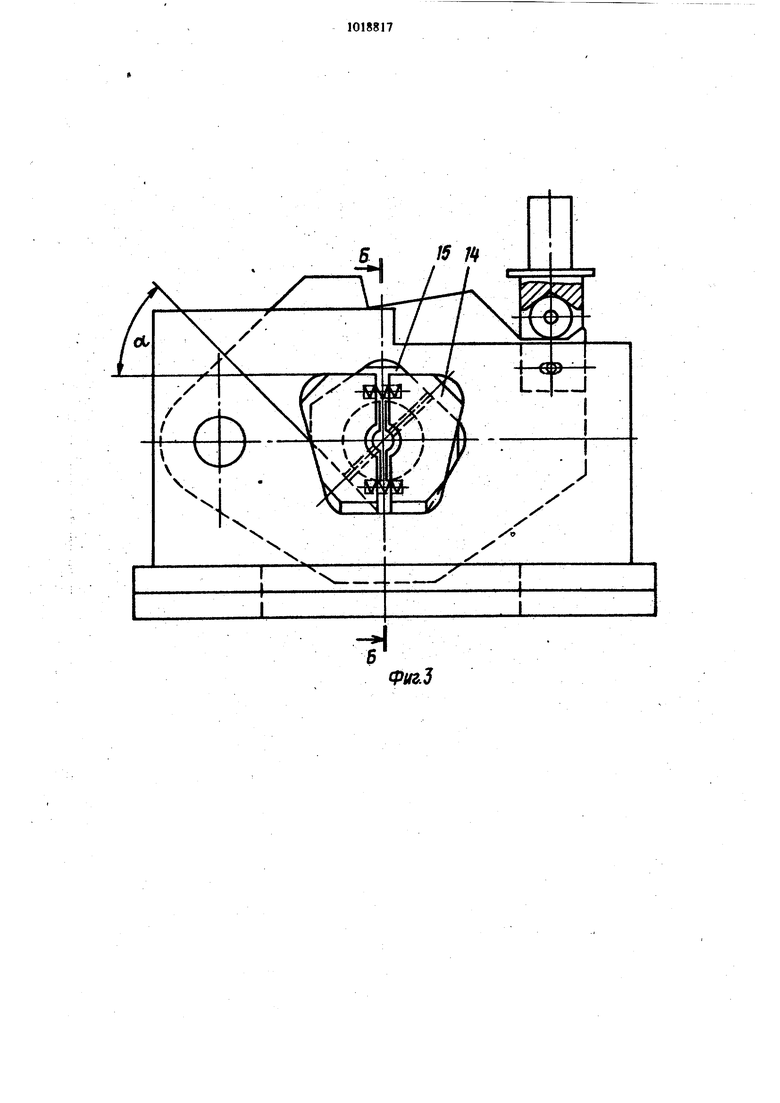
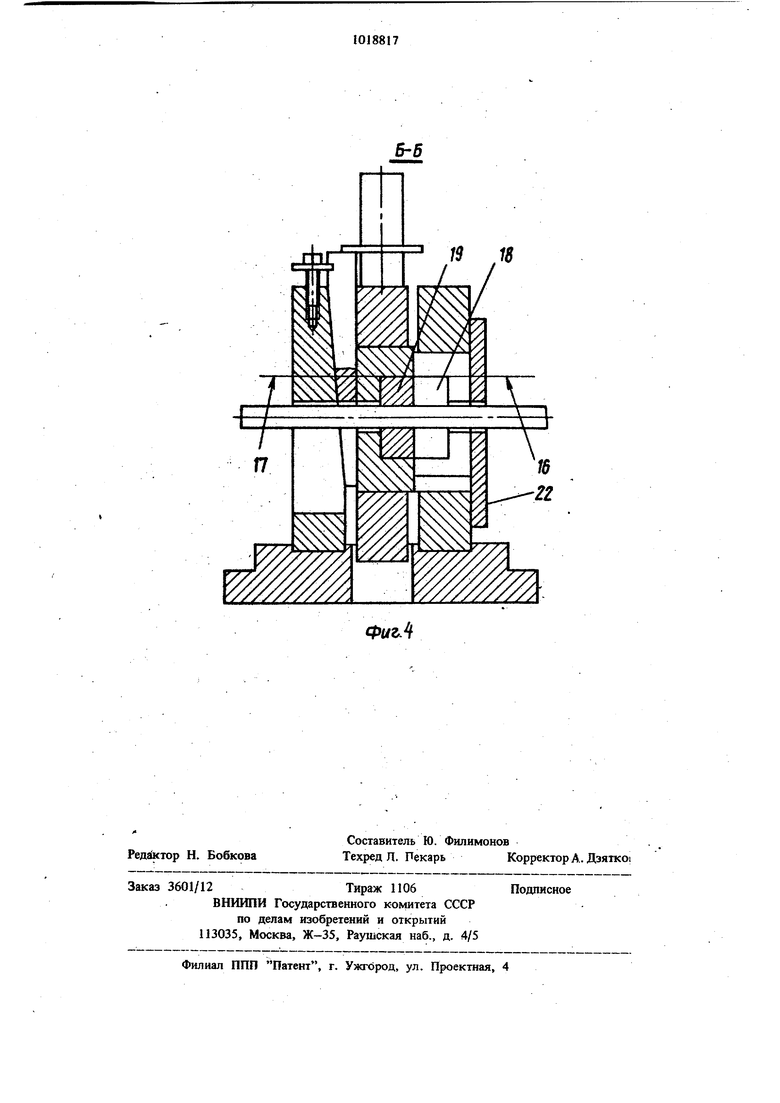
Изобретение относится к заготовительному производству машиностроительных заводов, а именно к штампам для резки пруткового мат риала, и может быть использовано для получения мерных заготовок. Известен штамп для резки прутков, содержащий два подпружиненных поворотных рычага с обоймами, установленными с возможностью поворота вокруг оси подачи прутка и несущими режущие клиновые вкладыши, зажи мающие пруток по обе стороны от плоскости среза 1. Недостатком штампа является неудобство обслуживания в момент демонтажа ножей, вызванного необходимостью обработки другого типоразмера npjnrKa. Наиболее близким к изобретению по технической сущности и достигаемому результату является штамп для прутков, содержащий две пары рабочих вкладышей для зажима прутка по обе стороны от плоскости реза, размещенных в трапецеидальном пазу поворотного рычага и трапецеидальной полости неподвижной стойки 2}. Недостатком известного штампа является узкий диапазон типоразм ртв обрабатываемых на штампе прутков. Кроме того, замена вкла дышей связана с большой трудоемкостью. Цель изобретения - расширение диапазона типоразмеров обрабатываемых прутков и повышение удобства обслуживания при смене вкладышей. Указанная цель достигается тем, что штамп для резки прутков, содержащий две пары рабочих вкладышей для зажима прутка по обе стороны от плоскости реза, размещенных в трапецеидальном пазу поворотного рычага и трапецеидальной полости неподвижной стойки, снабжен двумя парами промежуточных обойм, идентичных по форме рабочим вкладышам, и комплектом двойных пар сменных цилиндрических по форме н разъемных по оси ножей, размещенных в указанных обоймах, при этом ось симметрии трапецеидальной полости в стойке расположена вертикально, а ее большее основание образует с продолжением соответствующей стороны паза в рычаге острый угол в пределах 40-50°. Кроме того, в стойке по контуру ее полос ти выполнены дополнит ьные выемки. На фиг. I изображен штамп со стороны не подвижной стойки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - штамп со сменными обоймами, общий вид; на фиг. 4 - разрез Б-Б на фиг. 3. Штамп содержит плиту 1 с закрепленными на ней стойками 2 и 3 и с- поворотным на оси 4 рычагом 5 между ними. Между стойкой 2 и 5 размещен клин 6. В стой ке 3 и рьгчаге 5 выполнены соответственно полость 7 и паз 8 трапецеидальной формы. Полость 7 симметрична относительно вертикальной плоскости, пересекающей ось отверстия под пруток 9, образуемого устанавливммыми в упомянутой полости вкладышами 10. Паз 8 развернут по отношению к полости 7 так, что продолжениями больших оснований их трапецеидального контура образован угол а. Вкладыш 11 размещен в пазу 8 рычага 5. По контуру полости 7 вьшолнены выемки 12. Зач жимающие пруток 9 вкладьшш 10 и 11 выполнены диаметрально разъемными, соединенными между собой пружинами 13. Штамп снабжен также дополнительными обоймами 14 и 15, выполненными по форме идентично рабочим вкладышам 10 и 11 соответственно. Обоймы 14 и 15 снабжены глухими отверстиями 16 и 17, соосными с отверстием под пруток 9, расположенными между собой оппозитно в рабочем положении обойм 14 и 15, предназначенными для установки в них цилиндрических ножей 18 и 19, которые вьшолнены разъемными по оси и зафиксированы в обоймах 14 и 15. Связанный с ползуном пресса хвостовик 20 через ролик 21 соединен с другой стороны с возможностью качения с рычагом 5. Штамп для резки прутков работает следующим образом. При .резке прутков большого диаметра используются ножи в виде рабочих вкладышей трапецеидальной формы. В крайнем верхнем положении ползуна пресса рычаг 5 заннмает такое положение, при котором вкладьшш 10 и 11 соосны. Сначала устанавливаются вкладыши 11 через полость 7 стойки 3 в паз 8 рычага 5, так как они имеют меньшую относительно вкладышей 10 высоту по оси симметрии для удобства прохода по контуру обеспечивающий проход вкладышей 11 со стороны меньшего основания. Для зтого угол а, образуемый продолжением больших оснований трапецеидального контура полости 7 и паза 8, выбран в пределах 40-50° из условия оптимального усилия зажима прутка 9 и обеспечения минимального влияния усилия реза на появление заусенцев - н это при наименьших габаритах конструкции штампа. После установки вкладыша 11 до упора в клин 6 в полость 7 стойки 3 ставится вкладыш 10 и крышка 22 закрьшается, исключая осевое смещение последнего. Зазор между вклaдышa vffl 10 и 11 по торцу, необходимый для осуществления реза, достигается перемещением клина 6. Затем включается привод пресса, и ползун последнего, перемещаясь вниз, опускает хвостовик 20, передающий, в свою очередь, усилие через ролик 21 на рычаг 5, который поворачиваясь вокруг оси 4, осуществляет зажим прутка 9 за счет заклинивания чкладышей 0 и 11 соответственно в полости 7 и пазу 8. За тем пруток 9 разрезается и заготовка падает в поток (не показан) со стороны стойки 2. По возвращению рычага 5 в исходное положение рабочие вкладыши 10 и 11 раздвигаются пружинами 13, так как в стойке 3 вкладыш 10 возвратился в исходное поло жение амортизатором 23, а в рьиаге 5 самим ходом последнего. Ш1кл закончен. ,.Для резки прутка другого типоразмера, меньшего по величине, вкладыши 10 и 11 вьшимаются при снятой крышке 22, а на их месте также устанавливаются обоймы 14 и 15, имеющие идентичную первым трапецеидальную форму. по наружно му контуру. В отверстиях 16 и 17 обойм 14 и 15 расположены ножи 18 и 19 с цилиндрической образующей и осевым разъемом оппозитно друг к Другу. Габариты ножей 18 и 19 выбираютс из условия обеспечения прочности самих ножей ,с учётом материала разрезаемого прутка. . В случае смены прутка с размерами, мало отличающимися от предыдупхего, замене подФиг. 2 17 лежат только ножи 18 и 19 (без съема обойм 14 и 15). . Использование изобретения позволяет расширить диапазон обрабатываемых типоразмсров Прутков за счет замены только рабочих вкладышей либо на дополнительные обоймы вместе с цилиндрическими ножами, либо на одни ножи в обоймах, и все зто без съема штампа из рабочей зоны пресса. Это возможно потому, что установка вкладышей, обойм ведется через полость 7 стойки 3 в паз 8 рычага 5 без разворота последнего и без съема стойки 3, так как габариты устанавливаемых в рычаг вкладышей - ножей занижены и последние можно пропустить через полость 7, по контуру которой выполнены выемки для этого. Это облегчает труд рабочего, так как вес съемного режущего инструмента обеспечен минимальным за счет взаимного разворота полости 7 и паза 8 под углом а в оптимально выбранных пределах, при этом обеспечивается и прочность самих ножей и качество реза. При этом резка прутков без съема штампа с рабочего места повыщает и производительность труда за счет уменьшение вспомогательного времени на демонтаж инструмента. гг ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки прутков | 1988 |
|
SU1687382A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU275671A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки прутков | 1972 |
|
SU703258A1 |
1. ШТАМП ДЛЯ РЕЗКИ ПРУТКОВ, еодержаицсй две пары рабочих вкладышей для зажима прутка по обе стороны от плоскости реза,. раэМещениых в трапецеидальном паэу поворотного рычага и трапецеидальной полости неподвюпюй стойки, о т л и ч а ю щ ни г с я тем, Что, с целью расширения диапазона типоразмеров обрабатьшаемых прутков н повышения удобства обслуживания при смене, вкладышей, он снабжен двумя парами промежуточных обойм, идентичных по форью рабочим вклад ьпшм, и комплектом двойных пар сменньвс цилиндрических по форме и разъемных по оси ножей, размещенных в указанных обоймах, при этом ось симметрии трапецендальной полости в стойке расположена вертикально, а ее большее основание образует с . продолжением соответствующей стороны паза в рычаге острый угол в пределах 40-50°. 2. Штамп по Пч 1, о т л и ч а ю щ и йс я тем, что в стойке ПО ее полости вьшолнены дополнительные выемки. Pvt.i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для резки прутка | 1975 |
|
SU517415A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ,2 | |||
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВ | 0 |
|
SU316561A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
