/////////////.
Y/7/77/77//. Известен способ пайки изделий, при котором для герметизации паяных соединений в зазор между соединяемыми частями изделия вводят припой в жидком виде, который в процессе охлаждения затвердевает и соединяет спаиваемые части герметизирующей оболочки. Однако при расчленении . герметизирующей оболочки с целью извлечения загерметизированного изделия необходим высокотемпературный (до 400°С) прогрев паяного шва, в противном случае целостность оболочки при ее расчленении нарушается В процессе пайки не исключена возможность затекания расплавленного припоя в герметизируемый объем. Цель изобретения - сохранение целостности герметизирующей оболочк и и загерметизированного изделия в процессе разгерметизации. Это достигается тем, что в зазор между соединяемыми частями герметизирующей оболочки предварительно помещают жаростойкий уплотнитель и. луженую.металлическую проволоку, один конец которой находится, вне зоны паяного соединения. Предложенный способ пайки поясня ется чертежом. В зазоре между лужеными поверхностями корпуса 1i и крышки 2 герме тизирующей оболочки изделия 3 помещается жаропрочный неметаллический (резиновый) уплотнитель 4, луженая металлическая, например стальная проволока 5, один из концов 6 которой находится вне зоны паяного шва, и сдинцово-оловянный припой 7, введенный в зазор в процессе пайки в жидком расплавленном состоянии, при охлаждении припой затвердевает и прочно соединяет спаиваемые части герметизирующей оболочки. 42 Для того, чтобы изделие 3 извлечь из герметизирующей оболочки, необходимо приложить усилие к незапаянному КОНЦУ 6 в направлении, перпендикулярном к плоскости шва и вырвать проволоку 5 из зоны припоя 7. При этом за счет того, что припой находится как бы между стенками герметизирующей оболочки и проволокой, а прочность связи припоя с металлом крьш1ки 2 и корпуса 1, а также прочность самого припоя значительно меньше по сравнению с прочностью основного металла оболочки, . и за счет того, что припой не имеет адгезии к уплотнителю 4, после извлечения проволоки 5 из зоны припоя образуется необходимый зазор для расчленения герметизирующей оболочки изделия 3 без применения высокотемпературного процесса разгерметизации. При этом целостность крышки 2 и корпуса 1 не нарушится, что позволит использовать крьш1ку и корпус для повторной защиты изделия от климатических и физикохимических факторов внешней среды. Уплотнитель 4 предотвращает в процессе пайки затекание расплавленного припоя в герметизируемый объем, а также возникновение непосредственного соединения припоем корпуса 1 и крышки 2 и тем самым исключает высокотемпературный процесс разгерметизации. Кроме того, уплотнитель 4 предотвращает смещение и перекос крышки 2 по отношению к корпусу 1 в процессе пайки, что исключает скрепление сборных деталей герметизирующей оболочки, тем самым, создавая предпосылки к сохранению целостности герметизирующей оболочки при извлече НИИ изделия 3 из герметизирующей оболочки, образованной корпусом 1 и 2.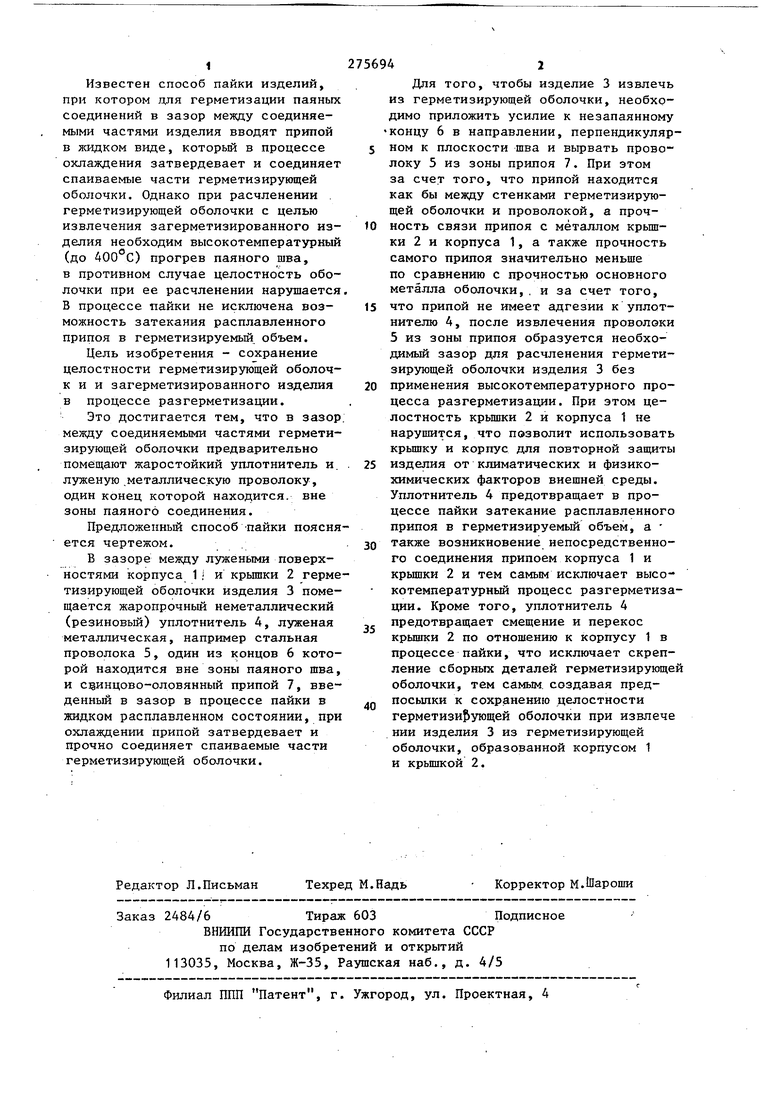
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автовакуумной пайки | 1979 |
|
SU816710A1 |
| Герметичный корпус для радиоэлектронных блоков | 1990 |
|
SU1780200A1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ДЛЯ РАДИОЭЛЕКТРОННЫХ ПЛАТ | 2002 |
|
RU2233567C1 |
| Пакет для автовакуумной пайки | 1979 |
|
SU789251A1 |
| Корпус радиоэлектронного модуля | 1980 |
|
SU1172094A1 |
| Устройство для автовакуумной пайки | 1990 |
|
SU1759576A1 |
| Микросборка | 1989 |
|
SU1798942A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106941C1 |
| Гетерогенный активный припой для пайки металлокерамических и керамических вакуумно-плотных соединений | 2019 |
|
RU2717766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
СПОСОБ ВАКУУМ-ПЛОТНОЙ ПАЙКИ ИЗДЕЛИЙ, при котором в зазор мезкду соединенными частями вводят припой в жидком виде, который в Процессе охлаждения затвердевает.отличающийся тем, что, с целью сохранения целостности герметизирующей оболочки и загерметизированного изделия в процессе разгерметизации, в зазор между соединяемыми частями герметизирующей оболочки предварительно помещают жаростойкий уплотнитель и луженую металлическую проволоку, один конец которой находится вне зоны паяного соединения.