Известны устройства для обработки деталей, типа внутрепних колец двухрядных подшипников, выполненные в виде двух качающихся головок, несущих абразивные бруски.
Предложенное устройство отличается от известных тем, что оно снабл ено механизмом для обработки среднего бурта в виде щарнирного параллелограмма, совершающего возвратно-постуиательное движение, а головки при этом установлены ио разные стороны обрабатываемой детали.
Этим достигается одновременная обработка двух дорожек качения и среднего бурта.
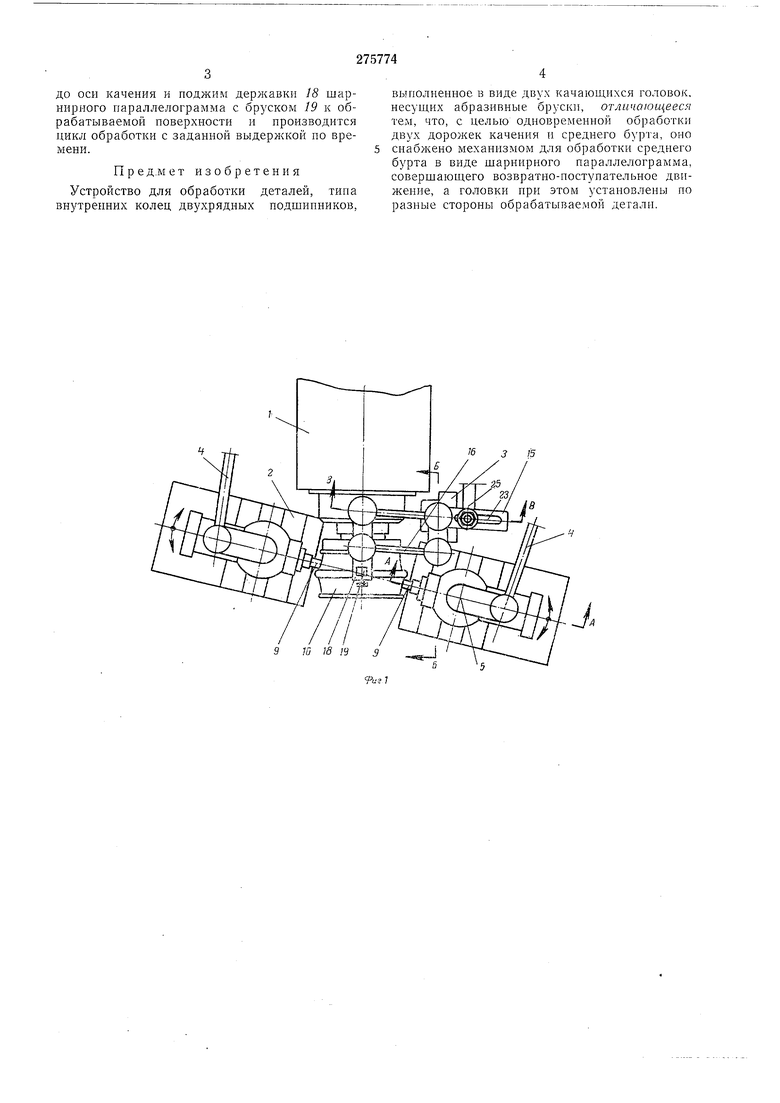
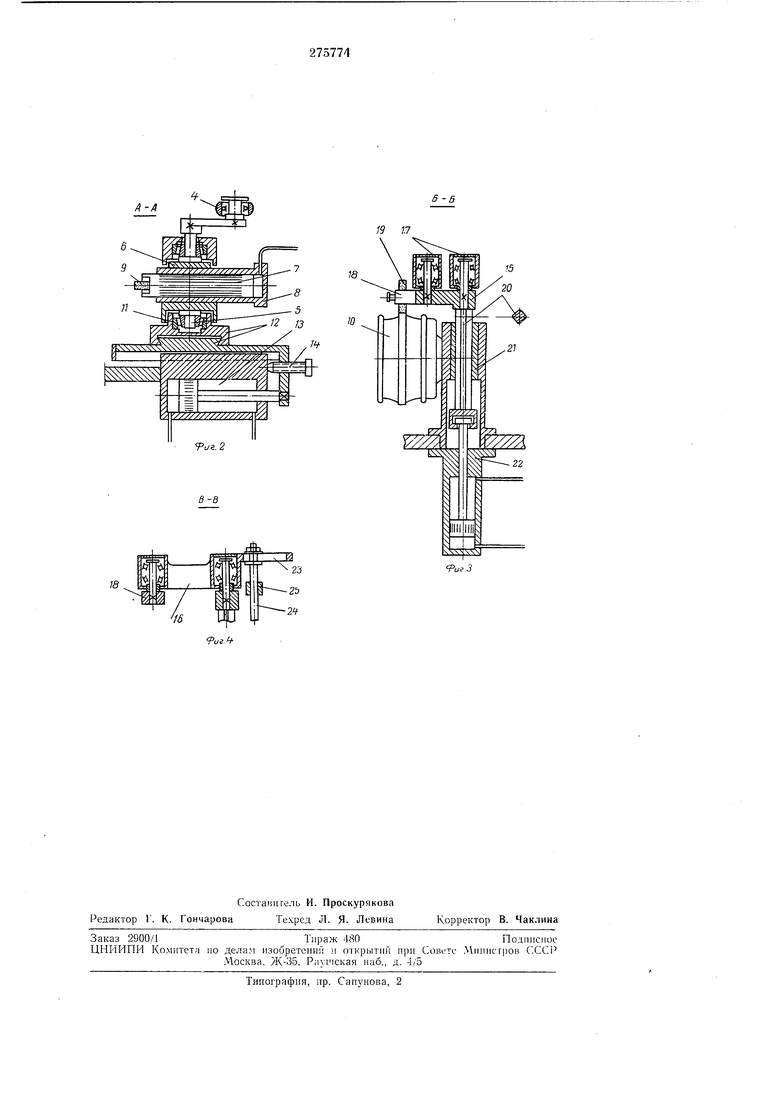
На фиг. 1 в плане представлено взаимное расположение рабочих узлов описываемого устройства; на фиг. 2 - суппортная головка в разрезе; на фиг. 3 и 4 - механизм возвратнопоступательного перемещения абразивного бруска, предназначенный для доводки среднего бурта кольца.
Устройство содержит бабку / изделия, две одинаковых суппортных головки 2 и механизм 3 возвратно-ностуиательного перемещения. Устройство имеет систему управления циклом обработки изделия. Супиортные головки 2 через тяги 4 получают качательные движения вокруг вертикальной оси 5 от куличного механизма (на чертежах не показан), являющегося также приводом для механизма 3. В корпусе 6 головки 2 установлена пииоль 7 выдвижной
гильзы 8 пневмоподжима абразивного бруска 9 к обрабатываемой иоверхности кольца 10. Корпус 6 установлен на подщипниках // в суппорте с иоперечно-продольным перемещением, который связан с нневмоцилиндром 13 подвода головки 2 на рабочую позицию. Винтом 14 регулируется прложение оси качения до совпадения с центром дуги, образующей дорожки качения обрабатываемого кольца 10.
Механизм 3 абразивного бруска для обработки внутреннего борта двухрядного подщипника представляет собой шарнирный параллелограмм в виде кронштейна 15, несущего рычаги 16 па шарнирах 17. На рычагах, в свою очередь, шарнирно установлена державка 18 с закрепленным в ней абразивным бруском 19. Кронштейн 15 л естко закреплен на штоке 20 призматического сеченпя, перемещающемся по
направляющим 21 и связанном со штоком пневмоцилиндра 22. В пазу 23 рычага 16 крепится передвижной штырь 24, который свободно входит в отверстие 25. Работает устройство следующим образом.
В исходном иоложении пневмоцилиндры 13 и 22 обеспечивают соответственно радиальный и вертикальный отвод абразивных брусков для установки обрабатываемого кольца 10 в зажимное устройство щпинделя бабки изделия.
до оси качения и поджим державки J8 шарнирного параллелограмма с бруском 19 к обрабатываемой поверхности и производится цикл обработки с заданной выдержкой по времени.
П р е д,м ет изобретения
Устройство для обработки деталей, тина внутренних колец двухрядных подшипников,
выполнеииое в виде двух качающихся головок, несущих абразивные бруски, отличающееся Te:vi, что, с целью одновременной обработки двух дорожек качения и среднего бурта, оно снабжено механизмом для обработки среднего бурта в виде шарнирного параллелограмма, совершающего возвратно-поступательное движение, а головки нри этом установлены по разные стороны обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования | 1976 |
|
SU846238A1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| Хонинговальная головка | 1991 |
|
SU1781015A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| Устройство для бесцентровой обработки | 1979 |
|
SU852504A1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Способ абразивной обработки поверхностей вращения | 1983 |
|
SU1199593A1 |
3 5
ЩjT-
.......JlB17
77// //У/7/77Ау. 9°i/e.2
23
5-5
/9 ;.7
иг
