(54) УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ С КРИВОЛИНЕЙНОЙ ОБРАЗУЮЩЕЙ | 2004 |
|
RU2264282C1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| СПОСОБ ДВУСТОРОННЕЙ ФИНИШНОЙ ОБРАБОТКИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2264904C2 |
| Способ бесцентрового шлифования торца цилиндрической детали | 1977 |
|
SU944879A1 |
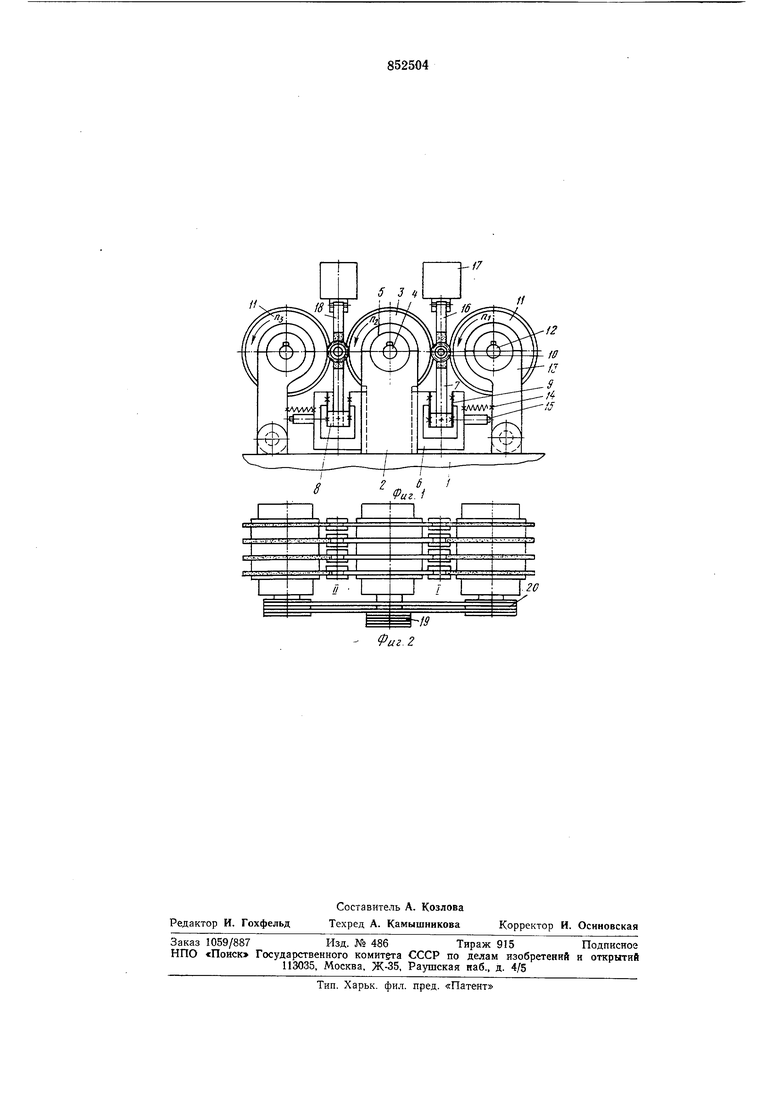
Изобретение относится к абразивной обработке и может быть использовано в подшипниковой промышленности для окончательной обработки дорожек качения внутренних колец шариковых радиальных подшипников. Известно устройство для бесцентровой обработки деталей брусками, содержащее основание со смонтированными на нем двумя шпиндельными бабками, несушими ведушие диски, оси которых параллельны друг другу 1. Недостатками устройства являются невысокая точность геометрии обрабатываемой поверхности из-за базирования на два ведуших диска, а также невозможность одновременной обработки профильных деталей. Целью изобретения является повышение точности и производительности обработки .профильных поверхностей деталей. Поставленная цель достигается тем, что устройство снабжено дополнительной Шпиндельной бабкой с ведущим диском, ось которого параллельна осям упомядутых дисков и расположена с ними в одной плоскости, и двумя комплектами радиальных опор, установленных в введенных в устройство суппортах, каждый из которых размещен между боковой и центральной бабками и закреплен на последней, np)i этом центральная бабка установлена на основании неподвижно, а две боковые - с возможностью поворота. Кроме того, центральный ведущий диск выполнен из твердого и износостойкого материала, боковые - из мелкозернистого абразивного круга на гибкой связке, а ведущие диски выполнены многорядными. На фиг. 1 изображено зстройство для бесцентровой обработки, вид спереди; на фиг. 2 - то же, вид сверху. Устройство представляет собой двухпозиционный доводочный станок, содержащий станину /, на которой неподвижно закреплена бабка 2 центрального ведущего диска 3. Шпиндель 4 центрального ведущего диска 3 крепится к бабке 2 крьппкой 5. К бабке 2 с двух сторон крепятся два суппорта 6, которые имеют регулировочные ггеремещения по высоте для установки положения радиальных опор 7, закрепленных в держателях 8, которые в свою очередь закреплены на суппорте 6 жестко или шарнирно, например, подвешены на плоских пружинах 9. При этом каждая радиальная опора 7 закреплена индивидуально, т. е. независимо от других, на своих пружинах 9. Обрабатываемые детали 10 в процессе обработки базируются на радиальную опору 7 и ведущий диск 3. Боковые ведущие диски // установлены на шпинделях 12, закрепленных в поворотных бабках 13, подпрул иненных в направлении зон обработки пружинами 14. Отвод бабок ,13 обеспечивается поршнями /5. Обработка профильных поверхностей деталейг 10 производится брусками 16, закрепленными в доводочной головке 17. Рабочее давление брускам 16 сообщается от пружин или пневмо- или гидроцили-ндров (не показаны). Доводочная головка ./7 в процессе обработки совершает возвратнО-поСтупательные перемещения вдоль оси обрабатываемых деталей, при этом бруски М колеблются около осей ,18. Привод до.водочной головки /7 на чертежах Не показан. Центральный ведущий диск 3 .и боковые ведущие диски // выполнены многоручьевыми. Количество профилей на каждом диске равно количеству одновремеано обрабатываемых деталей на каждой позиции обработки. Центральный ведущий диск 3 является базирующим и выполнен из твердого и износостойкого материала, например из легированной закаленной стали илк твердого сплава марки BiKS, ВКв и т. п. Профили ведущих дисков соответствуют профилям обрабатываемых деталей. Привод центрального ведущего диска 3 осуществляется через ременную передачу 19, а боковых ведущих дисков ,// - через ременную передачу 20. -Приводы 19 и 20 выполнены таким образом, что при одинаковых наружных диаметрах дисков 3 и //. Аналогичного результата можно достигнуть, выполнив условие при П1 Л2 Пз- И в том и в другом случае должно сохраниться условие , где Vi, Vz, Vz - линейные скорости периферии ведущ.их дисков. Устройство работает следующим об.разом. Доводочные головки 17 и бабки ведущих дисков и отводятся в исходное положение. Детали 10, например .внутренние кольца подш.ипников, загружаются в позицию / для предварительной или черновой обработки. Давление масла или воздуха в плунл ;ерах 15 снижается, бабки 13 с ведущими дискам.и 11 под действием пружин 14 подводятся к деталям 10 и приводят их во вращение, прижимая их при этом за счет разности линейных скоростей пер.иферийных поверхностей ведущих .дисков 3 и П. Коэффициент трения ведущих дисков /:/, выполненных из мелкозернистого абразивного круга на гибкой связке, значитель.но выше коэффициента трения ведущих дисков 3 пр.и вза.имодействии их с деталями 10. Поэтому детали 10 в позициях I и II будут вращаться со скоростями Vi .и УЗЗатем к деталям ,10 подводятся доводочные головки 1,7 с брусками J6 .и производится обработка. После обработки деталей 10 в пози.ции I они перемещаются в позицию II, а ;на .их место загружается новый комплект деталей. Плоские пружины 9 выполнены достаточно жесткими, так что радиальные опоры 7 имеют возможность перемещения в плоскости вращения деталей 10 на величину допуска на размер диаметра базирующих поверхностей деталей W, а ведущие диски .// за счет своей деформации компенсируют погрещности в размерах диаметров базирующих поверхностей и надежно прижимают детали 10 в процессе их обработки к ведущему диску k и к радиальным опорам 7. Детали, обработанные на позиции I, перемещаются с помощью загрузочного устройства (не показано) на ПОЗИЦИЮ II, а детали, обработанные на позиции II, перемещаются на следующую операцию, например промывку. Описанное устройство для бесцентровой обработки дорожек качения внутренних колец подщипников обеспечивает одновременную обработку нескольких деталей на двух позициях обработки и более высокую точность и производительность по сравнению с известным устройством. Формула изобретения 1. Устройство для бесцентровой обработки деталей брусками, содержащее основание со с1уГонтированными на нем двумя шпиндельными бабками, несущими ведущие диски, оси которых параллельны друг другу, отличающееся тем, что, с целью повышения точности и производительиости обработки профильных поверхностей деталей, устройство снабжено дополнительной щпиндельной бабкой с ведущим диском, ось которого параллельна осям упомянутых дисков и расположена с ними в одной плоскости, и двумя комплектами радиальных опор, установленных в введенных в устройство суппортах, каждый из которых размещен между боковой и центральной бабками и закреплен на последней, при этом центральная бабка установлена иа основании неподвижно, а две боковые - с возможностью поворота. 2. Устройство по п. 1, отличающеес я тем, что центральный ведущий диск выполнен из твердого .и износостойкого материала, а боковые - из мелкозернистого абразивного круга на гибкой связке. 3. Устройство по пп. 1 и 2, отличающееся тем, что ведущие диски выполнены многорядными. Источник информации, принятый внимание при экспертизе: 1. Авторское св.идетельство СССР № 58:930, кл. В 24 В 5/22, 1&39.
V//
//
12
2 6 Фиг. /
