Изобретение относится к машиностроению, точнее к способам оконча тельной абразивной обработки поверх ностей вращения, например дорожек качения колец роликоподшипников, барабанньк кулачков, комбинированн роликов и др. Целью изобретения является повы шение геометрической формы детали путем обеспечения равномерного изн са рабочей поверхности бруска при его перекатывании без проскальзывания, в результате не происходит копирование погрешности формы заготовки на форму обработанной поверхности, На чертеже представлена схема абразивной обработки. При перекатывании абразивного инструмента - бруска 1 закрепленно го в державке 2, вдоль профиля детали 3 каждая точка его рабочей поверхности периодически контактирует с обрабатываемой поверхностью что обеспечивает постоянную очистку инструмента от стружки и шлама и высокую производительность обработки. Линейный контакт инструмента с деталью позволяет тонко регулировать съем металла на различных участках профиля обрабатываемой поверхности. Чем меньше скорость пере мещения инструмента в той или иной точке профиля и больше сила его. прижима к детали, тем больше время его контакта с деталью в этой точке, тем больший происходит съем материала и наоборот. Съем слоя материала не всегда прямо пропорционале силе прижима инструмента к детали и обратно пропорционален скорости. В начальный период обработки в процессе удаления исходного шероховато слоя детали он зависит от силы и скорости в степени 1/3. Поэтому для обеспечения заданной геометриче кой.формы необходимо изменять скорость перемещения инструмента и силу его поджима к детали по степенной зависимости от величины удаляемого на различных участках профиля слоя материалов с показате лем степени, равным п 1 - 3. Пример. Обработке подвергается дорожка качения внутреннего двухбортового кольца роликоподшипника 12207. Абразивный брусок 1 с гороид.зльн(й рабочей поверхностью т крсшшн в державке 2. Поа 93 действием силы Р брусок поджимается к обрабатываемой поверхности детали 3 так, что ось бруска О располагается перпендикулярно оси детали. Перед обработкой профиль дорожки качения имеет небольшую вогнутость по центру с радиусом 3. 3000 мм. После обработки необходимо получить вьтуклый симметричный профиль с радиусом Ra 1000 мм. Поэтому по краям профиля дорожки качения следует снять больший слой материала, чем в средней части, причем величина снимаемого слоя плавно возрастает от центра к краям профилядорожки по закону /ч-f + V S слой материала, подлежагде Z щий удалению в средней части.профиля дорожки (г,„ 0,007 мм), Z - слой материала, подлежащий удалению на расстоянии X от центра профиля дорожки. в процессе обработки брусок 1с. помощью державки 2 перекатывают возвратно-поступательно без скольжения вдоль профиля вращающейся детали 3 с переменными скоростью V и силой прижима Р бруска и сила его прижима к детали в центральной части дорожки качения. Совместное действие переменных силы прижима бруска к детали и скорости его перемещения вдоль ее профиля обеспечивает быстрое исправление погрешности профиля дорожки ка чения ипридания ей заданной геометрической формы.Обработка заканчивается, когда в центральной части дорожки качения снят заданный слойматериала. Осуществить предлагаемый способ обработки несложное помощью известных суперфинишных головок и любой из известных гидравлических или механических систем перемещения с заданным законом, в том числе с адаптивным управлением.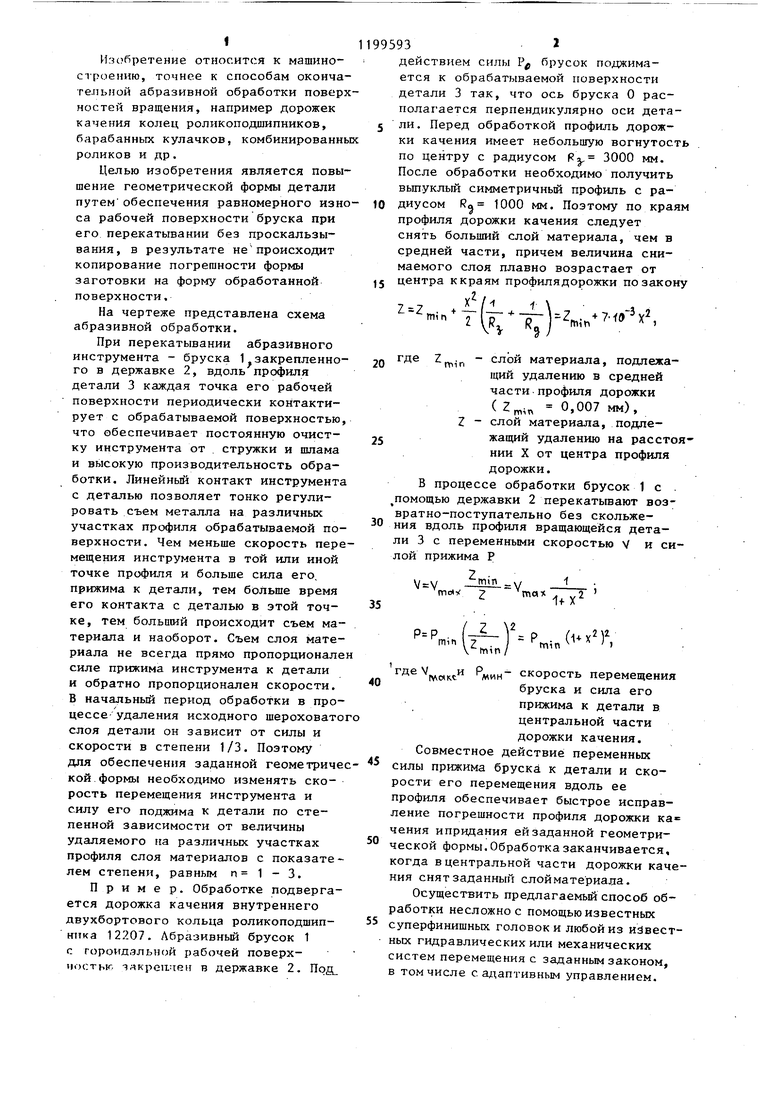
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2094207C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| Способ чистовой обработки колец подшипников | 2023 |
|
RU2821982C1 |
| Способ абразивной обработки поверхностей вращения | 1991 |
|
SU1809799A3 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2004 |
|
RU2282527C2 |
| Способ суперфинишной обработки | 1990 |
|
SU1818207A1 |
СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ, при котором инструмент прижимают к вращающейся обрабатываемой поверх ности и перемещают вдоль ее оси вращения с заданным изменением режима обработки, отличающий-с я тем, чт.о, с целью повьшения геометрической формы обрабатыраемой поверхности, ограниченной буртами, берут инструмент, форма профиля которого в осевом сечении заготовки представляет дугу окружности, и обкатывают им обрабатываемую поверхность, причем скорость обкатки и (или) силу прижима инструмента к заготовке выбирают из условия V V 
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2252096C2 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Приспособление для выделки кирпичей с замкнутой со всех сторон полостью | 1925 |
|
SU1941A1 |
