Известны способы шлифования деталей сложного профиля нри помощи бесконечной абразивной лентЕл, в частности деталей тина турбинных лопаток, обработка которых осуществляется одновременно с двух сторон (снинки и корыта) на ленточно-шлифовальных -станках с использованием цилиндрических контактных роли-ков. Для обкатки поверхности лопатки нри обработке ее цилиндрическим коитактным роликом подвижным элементам станка сообщается перемещение по траекториям сложных кривых. Для этого используются кулачковые и другие механизмы, а кинематические схемы станков оказываются сложными.
Предлагаемый способ ленточного щлифования иоверхностей сложного профиля, например лопастей воздушных виитов, отличается простотой и нозволяет повысить производительность и качество обработки, в особенности, при шлифовании крупногабаритных нежестких фасонных деталей, подверженных короблению iB процессе обработки.
По описываемому способу контактный ролик по периферии выполняют профилированным по контуру пространственной развертки сопряженной Поверхности обрабатываемой заготовки. Его угловой новорот согласуют с поступательным перемещением заготовки.
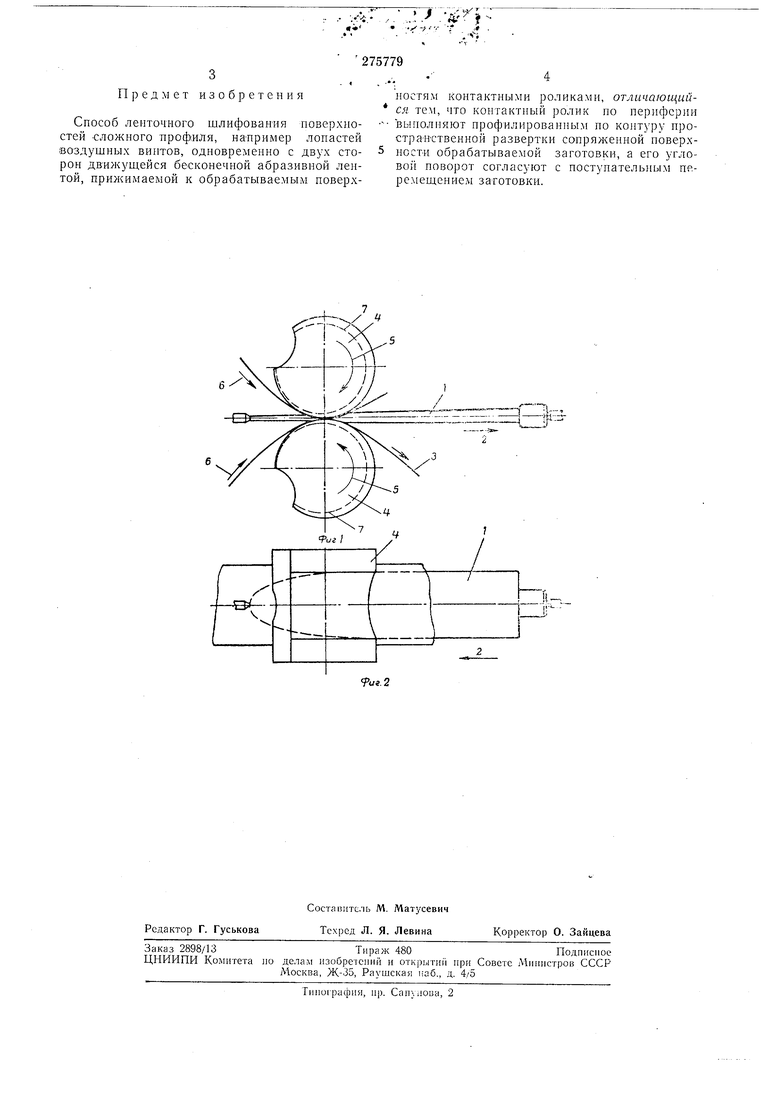
ма процесса шлифования лонастей воздушного винта но описываемому способу; на фиг. 2- то же, вид сверху.
Обрабатываемая деталь / размещается на подвижном элементе, например, столе, и совершает поступательно-возвратное неремещение в направлении стрелки 2. Абразивная бесконечная лента прижимается к обрабатываемым поверхностям детали при помощи профилированных контактных роликов 4, вращающихся в направлении, указанном стрелками 5. Направление движения абразивной ленты показано стрелка-ми 6. Профиль конткатного ролика но нериферии выполнен переменным, соответствующим объемному нрофилю обрабатываемой детали в направлении Комля (показано пунктиром 7).
Обработка осуществляется следующим образом. Деталь охватывается с двух сторон непрерывно движущейся абразивной лентой, прижимаемой к поверхности обработки контактными роликами . Вращение контактных роликов (поворот по углу) скоординировано с продольным перемещением деталей так, чтобы каждое сечение детали контактировало с абразивной лентой, прижимаемой той частью контактного ролика, . которая соответствует профилю детали в данном сечении. Обработка осуществляется сразу по всей ширине лопасти детали без поперечной подачи.
Предмет изобретения
Способ ленточного шлифования поверхностей -сложного проф;иля, нагфимер лопастей воздушных винтов, одновременно с двух сторон движуш,ейся бесконечной абразивной лентой, прил имаемой к обрабатываемым поверх275779
ностям контактными роликами, отличающийся тем, что контактный ролик по пернферни выполняют профилированным но ко 1туру простра-нственной развертки сопряженной поверхности обрабатываемой заготовки, а его угловой поворот согласуют с поступательным перемеш,енпем заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный копир для обработки длинномерных деталей | 1979 |
|
SU870080A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| Способ шлифования деталей | 1979 |
|
SU846240A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU878512A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
fus I
