(54) КОНТАКТНЫЙ КОПИР ДЛЯ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 1970 |
|
SU275779A1 |
| Способ обработки криволинейных поверхностей | 1975 |
|
SU738841A1 |
| Способ шлифования деталей | 1979 |
|
SU846240A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| Способ шлифования деталей аэродинамического профиля абразивными лентами | 1977 |
|
SU828536A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU878512A1 |
| Копировальный станок | 1980 |
|
SU1009719A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
1
Изобретение предназначено для использования в ленточно-шлифовальных или полировальных станках для обработки длинномерных деталей аэродинамического профиля и может быть использовано в машиностроительной, авиационной и других отраслях промышленности.
Известны контактные копиры ленточношлифовальных станков для обработки абразивной лентой, которые по периф ерии выполняют профилированным по контуру пространственной развертки сопряженной поверхности обрабатываемой детали 1.
При обработке длинномерных деталей длиной до 2000-3000 мм известными камерами возникает необходимость увеличения его рабочей поверхности только за счет увеличения его диаметральных (поперечных) размеров. Продольный же размер рабочей поверхности копира вдоль его оси вращения остается равным ширине обрабатываемой детали. При этом ухудшаются условия сопряжения поверхностей детали и копира, т. е. происходит расширение линии контакта, что снижает точность размеров и формы поверхности обрабатываемой детали.
Целью настоящего изобретения является повышение качества обработки поверхностей длинномерных деталей.
Указанная цель достигается за счет того, что формообразующая часть копира выполнена в виде винта с шагом, не меньшим, чем ширина обрабатываемой детали.
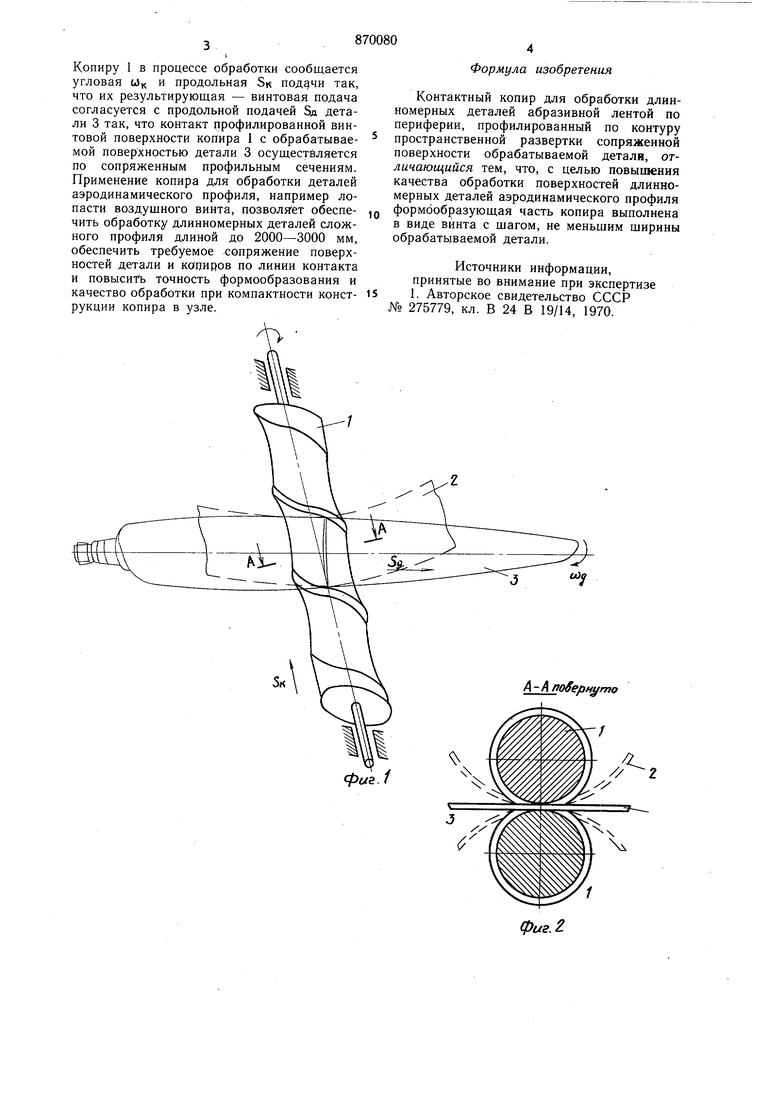
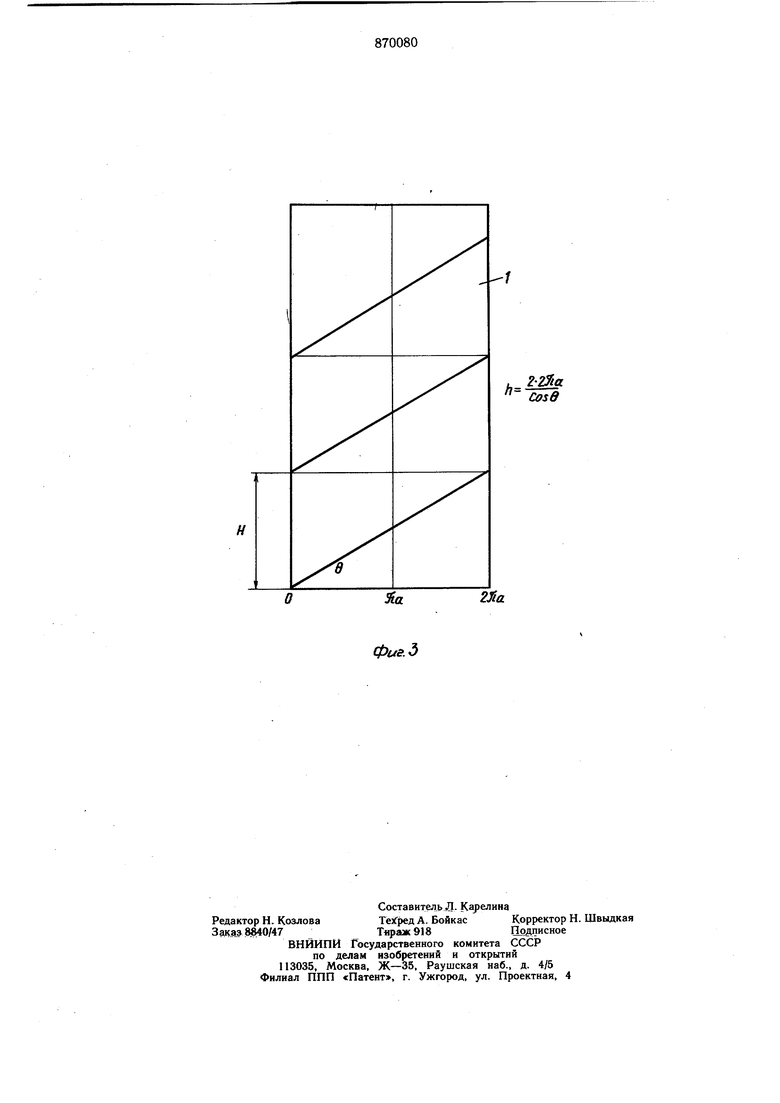
На фиг. 1 схематично изображен Копир; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - плоская развертка винтового копира при варианте, когда шаг винта равен 10 ширине обрабатываемой детали Н (т. е. угол подъема направляющей винтовой линии равен Э), а повер сность детали обкатывается копиром за два полных оборота. В этом случае длина детали
к. Jtiift
IS
- cose
Копир 1 выполнен в виде винта, переменная форма профиля которого определяется формой профиля лопасти в зоне контакта. Копир прижимает движущуюся абразивную ленту 2 к обрабатываемой поверх20ности детали 3. Деталь может самоустанавливаться под действием сил прижима копиров (второй копир на фиг. 1 не показан)
Копиру 1 в процессе обработки сообщается угловая а)к и продольная SK подучи так, что их результирующая - винтовая подача согласуется с продольной подачей 5д детали 3 так, что контакт црофилированной винтовой поверхности копира I с обрабатываемой поверхностью детали 3 осуществляется по сопряженным профильным сечениям. Применение копира для обработки деталей аэродинамического профиля, например лопасти воздушного винта, позволяет обеспечить обработку длинномерных деталей сложного профиля длиной до 2000-3000 мм, обеспечить требуемое сопряжение поверхностей детали и копиров по линии контакта и повысить точность формообразования и качество обработки при компактности конструкции копира в узле.
Формула изобретения
Контактный копир для обработки длинномерных деталей абразивной лентой по периферии, профилированный по контуру пространственной развертки сопряженной поверхности обрабатываемой детали, отличающийся тем, что, с целью повышения качества обработки поверхностей длинномерных деталей аэродинамического профиля формообразующая часть копира выполнена в виде винта с щагом, не меньщим щирины обрабатываемой детали.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 275779, кл. В 24 В 19/14, 1970.
фиг. 2.
h Созв
2fta.
фив.д
