из соотношения D - /С-, где К - масштабit
ный коэффициент. На боковой поверхности роликов выполнена развертка полупрофилей пера лопасти без закрутки, т. е. ось каждого рабочего сечения копира перпендикулярна плоскости продольных и поперечных подач.
Доворот пера лопасти 6 осуществляется от отдельного копира посредством механической или следяшей системы, связанной с приводом перемешения стола 3.
Привод поперечных установочных подач бабок 8 с роликами 9 осуществляется посредством гидроцилиндров 10.
Привод главного движения ведущих роликов 11 и бесконечной абразивной ленты 12 осуществляется от асинхронных двигателей 13, обеспечивающих через ролики 11 скорость ленты не менее 30 м/с.
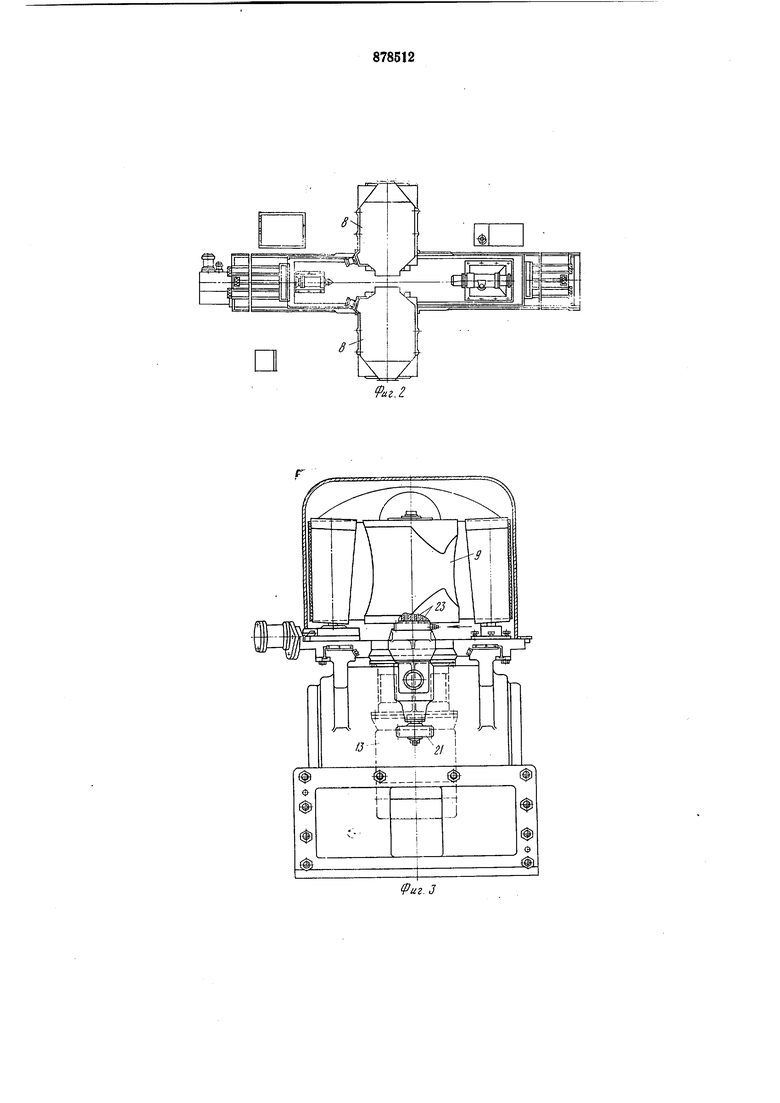
Привод продольной задающей подачи стола 3 осуществляется бесступенчато от электродвигателя 14 с редуктором через конический дифференциал 15 с гидродвигателем 16, цилиндрические шестерни 17, червяк 18 и рейку 19 (фиг. 5). Гидродвигатель 16 служит для загрузки дифференциала 15. Скорость вращения гидродвигателя регулируется плавно дросселем.
Привод копировальной подачи (фиг. 4) - согласованного вращения роликов 9 с продольной подачей стола 3 осуществляется посредством реек 20, прикрепленных к продольному столу 3, реечных колес 21 и двухступенчатых конических редукторов 22.
С целью обеспечения заданной точности копирования предусмотрен механизм выбора зазора в цепи копировальной подачи.
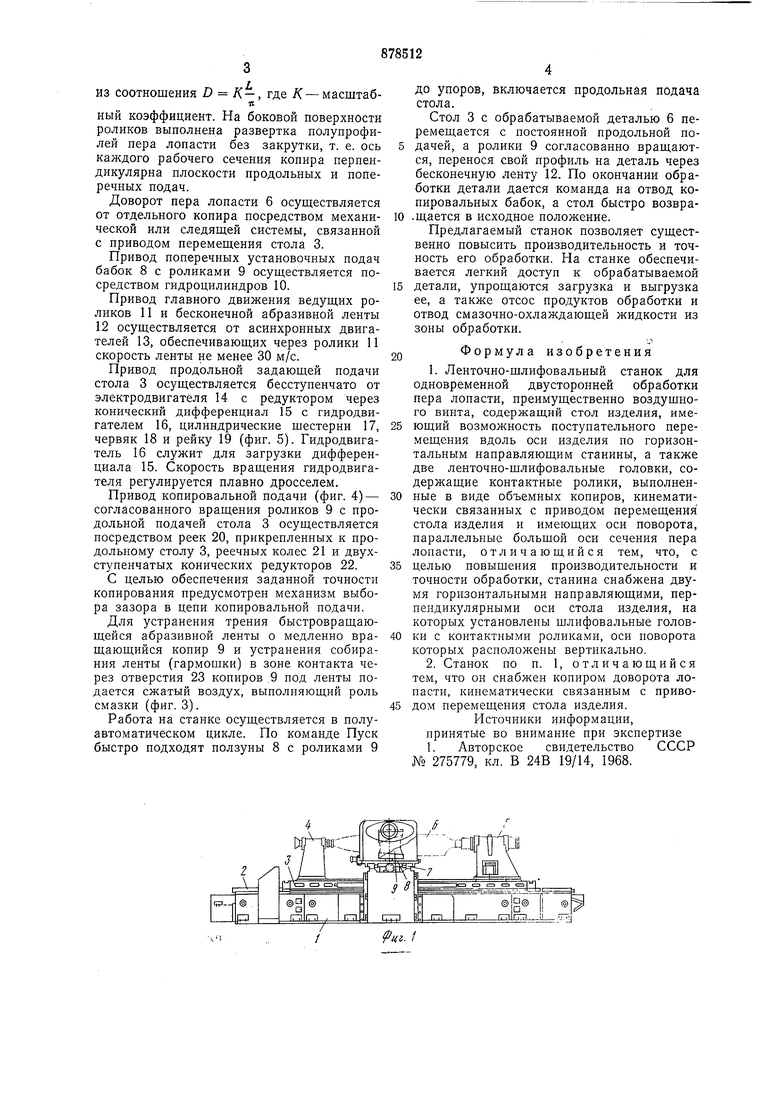
Для устранения трения быстровращающейся абразивной ленты о медленно вращающийся копир 9 и устранения собирания ленты (гармошки) в зоне контакта через отверстия 23 копиров 9 под ленты подается сжатый воздух, выполняющий роль смазки (фиг. 3).
Работа на станке осуществляется в полуавтоматическом цикле. По команде Пуск быстро подходят ползуны 8 с роликами 9
до упоров, включается продольная подача стола.
Стол 3 с обрабатываемой деталью 6 перемещается с постоянной продольной подачей, а ролики 9 согласованно вращаются, перенося свой профиль на деталь через бесконечную ленту 12. По окончании обработки детали дается команда на отвод копировальных бабок, а стол быстро возвра-щается в исходное положение.
Предлагаемый станок позволяет существенно повысить производительность и точность его обработки. На станке обеспечивается легкий доступ к обрабатываемой
детали, упрощаются загрузка и выгрузка ее, а также отсос продуктов обработки и отвод смазочно-охлаждающей жидкости из зоны обработки.
Формула изобретения
1.Ленточно-шлифовальный станок для одновременной двусторонней обработки пера лопасти, преимущественно воздушного винта, содержащий стол изделия, имеющий возможность поступательного перемещения вдоль оси изделия по горизонтальным направляющим станины, а также две ленточно-шлифовальные головки, содержащие контактные ролики, выполненные в виде объемных копиров, кинематически связанных с приводом перемещения стола изделия и имеющих оси поворота, параллельные большой оси сечения пера лопасти, отличающийся тем, что, с
целью повышения производительности и точности обработки, станина снабжена двумя горизонтальными направляющими, перпендикулярными оси стола изделия, на которых установлены шлифовальные головки с контактными роликами, оси поворота которых расположены вертикально.
2.Станок по п. 1, отличаюшийся тем, что он снабжен копиром доворота лопасти, кинематически связанным с приводом перемещения стола изделия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 275779, кл. В 24В 19/14, 1968.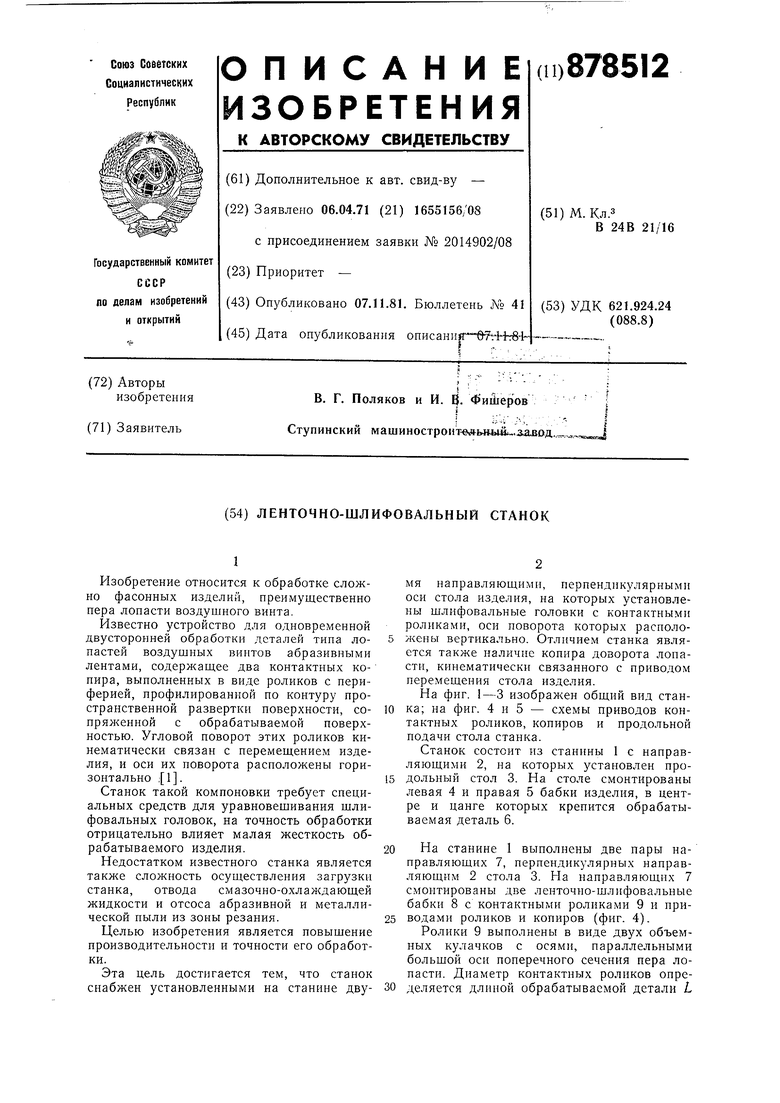
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
9 // //
//
