Известна установка для формовки керамически.х блоков сухим нанолнителем, приводи.мым в псевдоожиженное состоя.ние, входящая в автоматическую линию литья по наплавляемым моделям и вылолненная в виде желоба. Керамический блок, закрепленный на подвеске конвейера, погружают в желоб, заполненный песком, приведенным в псевдоожиженное состояние. Однако при формовке сочлененных моделей из газифицируемого материала, например, цепей, длина которы.х может быть до 25 М, известная установка не приемлема, так как формовку таких моделей производят сухим налолнителем без связующего нутем засыпки .моделей, находящихся в строго фиксиoyeMiQM положении. Для этого в желобе устанавливают керамические блоки литниковой системы, в которых имеются установленные гнезда для фиксации положения моделей. Формовка TaiKHx моделей и удаление формовочного материала из желоба является трудоемким процессом.
Для повышения п.роизводительности труда при изготовлении литых ценей ло сочлененнылг газифицированным моделям предлагается установка, нижняя часть желоба которой снабжена рещеткой, а под ней на днище желоба смонтировано транспортирующее устройство. Профиль решетки выполнен негативным профилю нижней части керамического блока, что
обеспечивает фиксацию керамических блоков литниковой системы. Кро-ме того, желоб по всей длине оборудован вибраторами для получения равномерного уплотнения лри формовке.
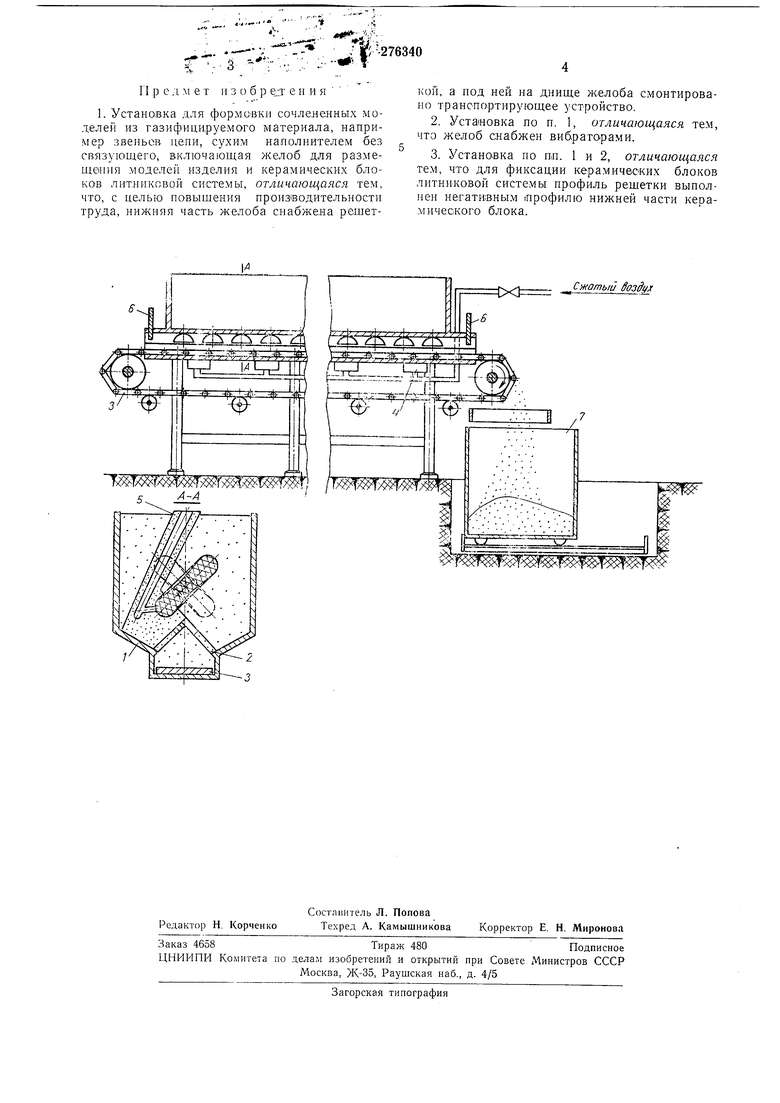
На чертеже показана описываемая установка.
Она включает желоб /, рещетку 2, Tpapicпортирующее устройство 3, вибраторы 4, керамический блок 5, оформляющий литниковую систему ц установочное гнездо для модели, задвижки 6 и емкости 7 для сбора наполнителя.
При формовке сочлененных пеномоделей звеньев цепи в желоб I ло.мещают керамические блоки 5 с зафиксированными в них пенонолистироловыми моделями. Для фиксирования положения керамических блоков от полеречного перемещения профиль решетки, на которую они установлены, выполняется негативным профилю нижней части керамического блока. Затем находящиеся в желобе модели засыпают сухим налолнителем, например кварцевым песксм, и уплотняют вибраторамп 4, размещенными по всей длине л елоба. После заливки заформованных моделей сухой наполнитель удаляют из желоба. Для этого открывают с торцов желоба задвижки 6, и кварцевый иесок транспортируется в емкость 7.
И р е д м е т и з о б р е,.:т е и и я
1. Установка для формовки сочлеленных моделей из газифицируемого материала, например звеньев цепи, сухим наполнителем без связующего, включающая желоб для размещешия моделей изделия и керамических блоков литниковой системы, отличающаяся тем, что, с целью повыщения производительности труда, нижняя часть желоба снабжена рещет 276340
кой, а под ней на днище желоба смонтировано транспортирующее устройство.
2.Установка по п. 1, отличающаяся тем, что желоб снабжен вибраторами.
3.Установка по пл. 1 и 2, отличающаяся тем, что для фиксации керамических блоков литниковой системы профиль рещетки выполнен негативным профилю нижней части керамического блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВКИ СОЧЛЕНЕННЫХ МОДЕЛЕЙ | 1973 |
|
SU364382A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2020040C1 |
| Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям | 1990 |
|
SU1773550A1 |
| "Способ получения литья по газифицируемым моделям "Див-процесс" и литейная форма для получения литья" | 1988 |
|
SU1764768A1 |
, 5 С нагпыи воздух
