Изобретение относится к области кузнечного производства, в частности к свободной ковке полых поковок на прессах.
Известен способ изготовления поковок из полого слитка, содержащий операции осадки и последующей раскатки на оправке. Недостатками его являются значительная дороговизна и широкий диапазон парка излолсниц. Обычная осадка полого слитка приводит к сокращению диаметра внутреннего отверстия, к образованию складок на внутренней поверхности, переходящих в зажимы и трещины при дальнейшей раскатке.
Предложенный способ отличается тем, что перед осадкой в полость слитка вводят стержень, который затем иснользуют в качестве оправки при раскатке, что улучшает качество внутренней поверхности. Кроме того, после осадки поковку подвергают разгонке для звеличения ее внутреннего диаметра.
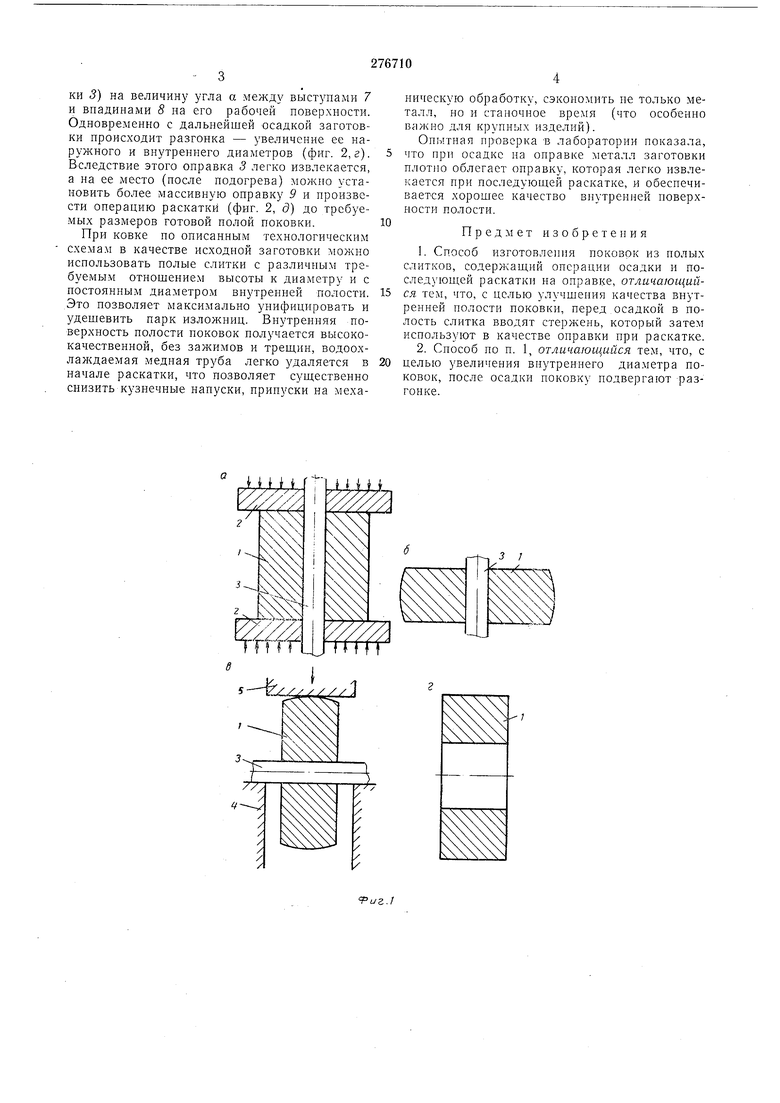
На фиг. 1 показаны кузнечные переходы без смены оправки; на фиг. 2 - то лее с разгонкой и сменой оправки.
Нагретая до ковочной температуры полая заготовка У (например, пустотелый слиток) подается на имеющие осевые отверстия бойки 2, а оправка вводится во внутреннюю полость заготовки и осевые сверления бойков, обеспечивая одновременно и центровку всей системы (фиг. 1, а). Усилие пресса, воздействуя на
осадочные плиты, заставляет их сближаться, осуществляя осадку заготовки. При этом оправка 3 препятствует смыканию внутренней полости заготовки и предотвращает образование складок и зажимов на внутренней ее поверхности, металл заготовки плотно облегает оправку 3 (фиг. 1,6).
Осаженный блок вместе с оправкой подается на опоры 4 и подвергается раскатке при облсатии бойком 5 (фиг. 1,б). По окончании процесса раскатки, сопровождающегося увеличением внутреннего и наружного диаметров поковки, а ее ширины, оправка свободно извлекается (фиг. 1,г). В тех случаях, когда
неред раскаткой требуется подогрев заготовки, оправку 3 можно предварительно извлечь после малых обжатий (фиг. 1,е).
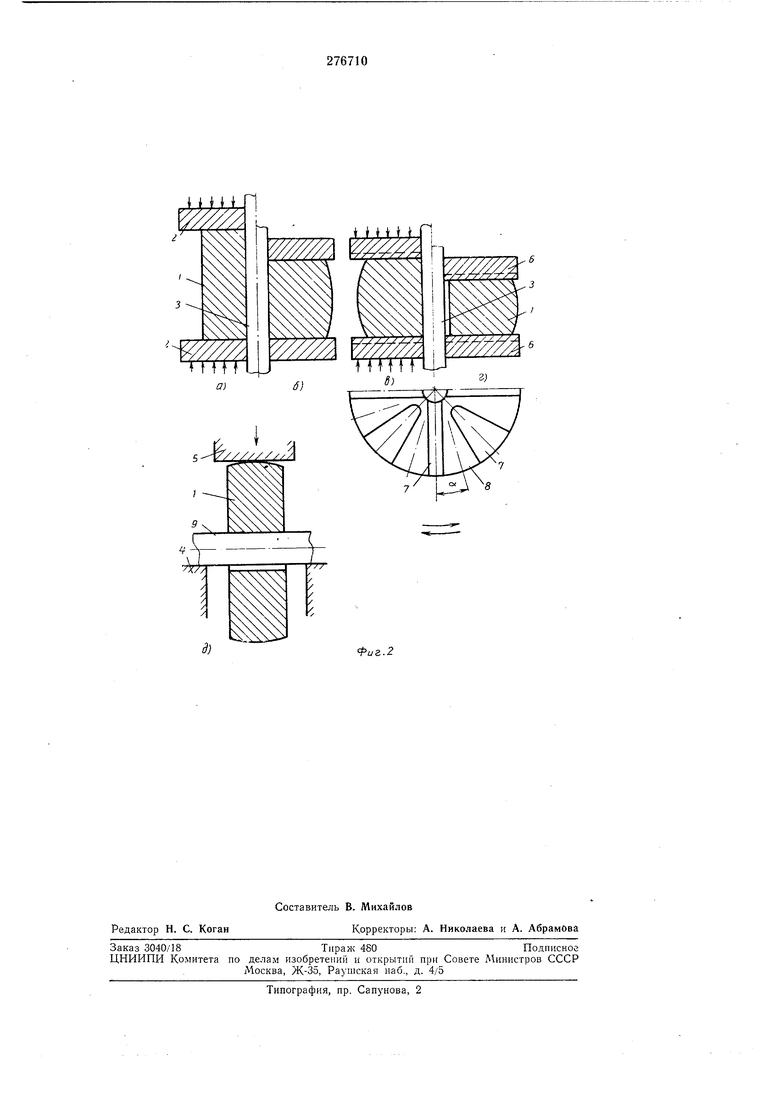
Для полых поковок большего веса и большей длины при раскатке необходимо применить более массивную оправку. В этом случае процесс ковки целесообразнее провести по схеме, показанной на фиг. 2. Полую заготовку нагревают до ковочной температуры, подают на бойки и во внутреннюю полость помещают
оправку 3 (фиг. 2, а). После этого производится осадка блока (фиг. 2,6). Затем на заготовку устанавливают разгоночные бойки 6 и производят несколько рабочих ходов пресса, поворачивая бойки 6 после каждого рабочего
ки 3) на величину угла а между выступами 7 и впадинами 8 па его рабочей поверхности. Одновременно с дальнейшей осадкой заготовки происходит разгонка - увеличение ее наружного и внутреннего диаметров (фиг. 2, г). Вследствие этого оправка 3 легко извлекается, а на ее место (после подогрева) можно установить более массивную оправку 9 и произвести операцию раскатки (фиг. 2, д) до требуемых размеров готовой полой поковки.
При ковке по описанным технологическим схемам в качестве исходной заготовки можно использовать полые слитки с различным требуемым отношением высоты к диаметру и с постоянпым диаметром внутренней полости. Это позволяет максимально упифицировать и удешевить парк изложпиц. Внутренняя поверхность полости поковок получается высококачественной, без зажимов и трешин, водоохлаждаемая медная труба легко з даляется в начале раскатки, что позволяет суш;ественно снизить кузнечные напуски, припуски на механическую обработку, сэкономить пе только металл, но и станочное время (что особенно важно для крупных изделий).
Опытная проверка в лаборатории показала, что при осадке на оправке металл заготовки плотно облегает оправку, которая легко извлекается при последующей раскатке, и обеспечивается хорошее качество внутренней поверхности полости.
Предмет изобретепия
1.Способ изготовления поковок из нолых слитков, содержащий операции осадки и последуюи1;ей раскатки на оправке, отличающийся тем, что, с целью улучшения качества внутренней полости поковки, перед осадкой в полость слитка вводят стержень, который затем используют в качестве оправки при раскатке.
2.Способ по п. 1, отличающийся тем, что, с целью увеличения внутреннего диа.метра поковок, после осадки поковку подвергают разгонке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ изготовления поковок типа прокатных валков с осевым отверстием | 1990 |
|
SU1791071A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
ГИ И
JMJJ
wm
6)
rq
d)
иг.2
