Изобретение относится к технологии изготовления эмалированных нроводов.
Известны способы непрерывного эмалирования проводов лаками, содержащими растворитель, путем нанесения слоя лака на эмалируемый провод с последующим нагревом для удаления растворителя и отверждения.
Предлагаемый способ отличается тем, что растворитель удаляют при температуре на 10-15°С ниже точки его кипения до достил ения удельного содержания сухой основы в лаке порядка 0,7-0,75 по весу. Это обеспечивает высокое качество изоляции при высокой скорости эмалирования.
Ииже приведены примеры эмалирования проводов лаками «винифлекс и полиэфирным № 124 по предлагаемому способу.
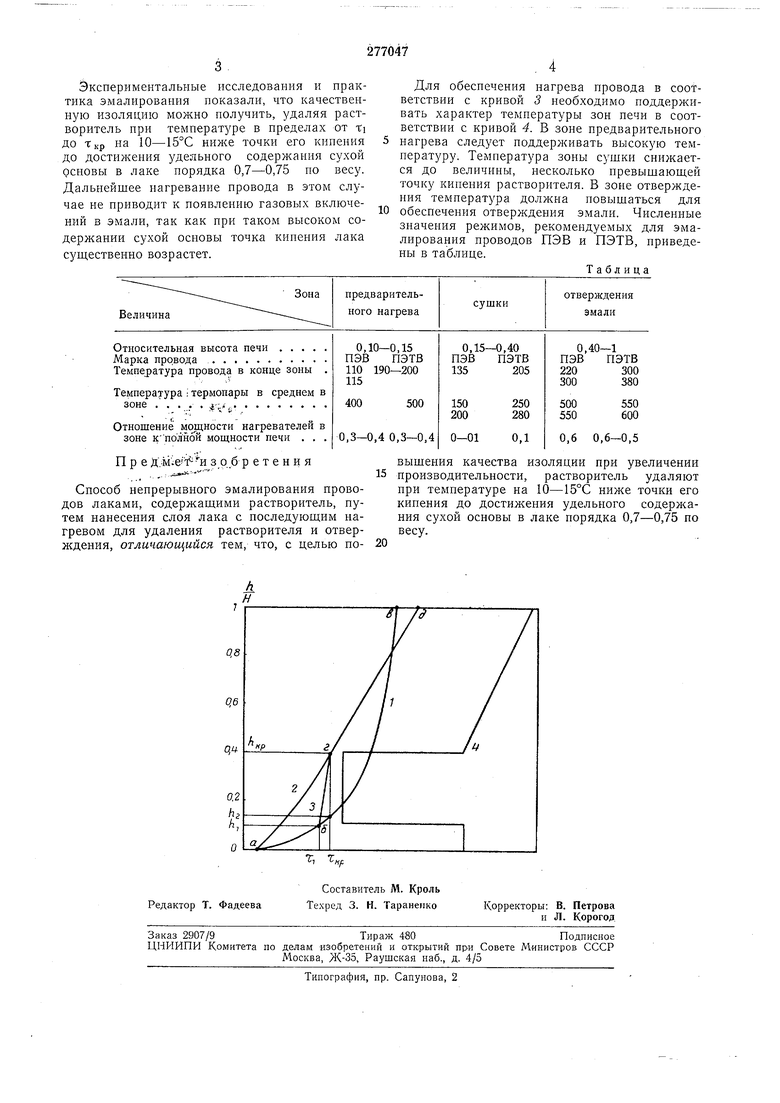
На чертеже показана температура проволоки при движении ее вдоль печи, а также температура в печи в различных точках по высоте нечи А. (Полная высота печи - //). Кривые 1 (а, б, в) и 2 (а, г, д) соответствуют существующим режимам нагрева провода в печи. При нагревании по режиму, соответствующему кривой /, температура провода достигает точки кииения растворителя Ткр в точке /22. Для иолучеиия качественной изоляции провода к этому моменту времени необходимо удалить большую часть растворителя, в
противном случае при дальнейшем нагреве Впзоляции иоявятся газовые включения.
Для удалеиия растворителя необходимо оиределеиное время, что ограничивает скорость эмалирования. Увеличение высоты Ло ДО Лкр позволяет увеличить скорость эмалирования. Однако увеличение высоты (зоны сушки) приводит к уменьшению зоны печи, предназначенной для отверждения эмали, которая
не должна быть, как ноказала практика, меньше 0,5-0,6 обшей высоты печи Н, как это изображено на крнвой 2.
Как известно, повышение температуры прпводит к резкому увеличению скорости удаления растворителя. Поэтому скорость эмалирования молшо увеличить, если нагревать провода согласно кривой 3 (а, б, г, д) и путем быстрого повышеиия темиературы провода в зоне предварительного нагрева до высоты hi, основной части растворителя при темиературе, несколько меньшей точки кииения растворителя, с дальнейшим повышением те.мпературы для отверждения.
Высота иечи Н условно разделена на три
зоны. Зона предварительного нагрева ограничена высотой hi. Зона сушки или зона исиарения осиовной части растворителя расположена между hi и икр. Выше /ZKP расположена зона отверладения
Экспериментальные исследования и практика эмалирования показали, что качественную изоляцию можно получить, удаляя растворитель нри темнературе в пределах от ti до Ткр на 10-15°С ниже точки его кииения до достижения удельного содержания сухой основы в лаке порядка 0,7-0,75 но весу. Дальнейшее нагревание провода в этом случае не приводит к появлению газовых включений в эмали, так как нри таком высоком содержании сухой основы точка кинення лака существенно возрастет.
Для обеснечения нагрева провода в соответствии с кривой 3 необходимо поддерживать характер температуры зон нечи в соответствии с кривой 4. В зоне нредварительного
нагрева следует ноддерживать высокую температуру. Температура зоны сушки сннжается до величины, несколько превышаюш,ей точку кипения растворителя. В зоне отверждения температура должна иовышаться для
обеспечения отверждения эмали. Численные значения режимов, рекомендуемых для эмалирования проводов ПЭВ и ПЭТВ, ирнведены в таблице.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки изоляци-ОННОгО пОКРыТия пРи эМАлиРОВАНиипРОВОдА | 1979 |
|
SU801112A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2015 |
|
RU2603758C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМАЛИРОВАННОГО ОБМОТОЧНОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОРОШКООБРАЗНОГО ТЕРМОРЕАКТИВНОГО МАТЕРИАЛА ПОКРЫТИЯ НА ПРОВОЛОКУ | 2014 |
|
RU2592329C2 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2657087C1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2473996C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМАЛИРОВАННОГО ОБМОТОЧНОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭМАЛИРОВАННОГО ОБМОТОЧНОГО ПРОВОДА | 2014 |
|
RU2586951C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593600C1 |
