Изобретение относится к сварке кольцевых швов поворотных изделий с переменной кривизной сечения.
Известны установки для автоматической сварки изделий с переменным ралдиусом кривизны, обеспечивающие поддержание постоянства длины дуги, скорости сварки и угла наклона электрода к поверхности изделия.
Установка содержит сварочную головку с механизмом ее вертикального перемещения н механизм вращения изделия. Кроме того, установка имеет тахогенераторы, измеряющие скорости вертикального перемещения головкп н вращення изделня, кинематически связанные с соответствующими механизмами, а электрически - с системой автоматического регулирования, которая обеспечивает рещение уравнений связи между скоростью вертикального перемещения головки и скоростью вращения изделия.
Целью изобретения является повышение качества сварки за счет удержания сварочной ванночки расплавленного .металла в горизонтальном положении в течение всего процесса сварки.
Это достигается тем, что механизм вертикального перемещения головки кинематически связан с движком многооборотного потенциометра, фиксирующего величину вертикального перемещения головки. Головка дополнительно оснащена механизмом горизонтального перемещения с тахогенератором и многооборотным потенциометром горизонтального перемещения, причем выход тахогеператора горизонтального перемещения н потенциометры электрически связаны с системой автоматического регулирования, обеспечивающей решение уравнений
:Y(U,,-U,„)W,,
X(.X,)W,,. (V -X-iY,}W,, где Уд - напряжение на дуге; оп- опорное напряжение;
Y, X, а. - скорости перемещения горелки и изделия, определяемые тахогенераторами;
X(t) и Y(t) - нутн неремещения горелки, измеряемые многооборотными нотенцнометрами;
W, Wi, W- - передаточные функции приводов соответствующих каналов.
Решение первого уравнения осуществляется с помощью системы автоматического слежения за напрян ;ением на дуге. Исходными данными для устройства являются величина опорного напряжения f/on, пропорциональная требуемой длине дугн, и требуемая скорость
сварки. В устройстве производится непрерывное фиксирование величин X(f), Y((), X, Y и а и выполняются операции умножения а и аУ.
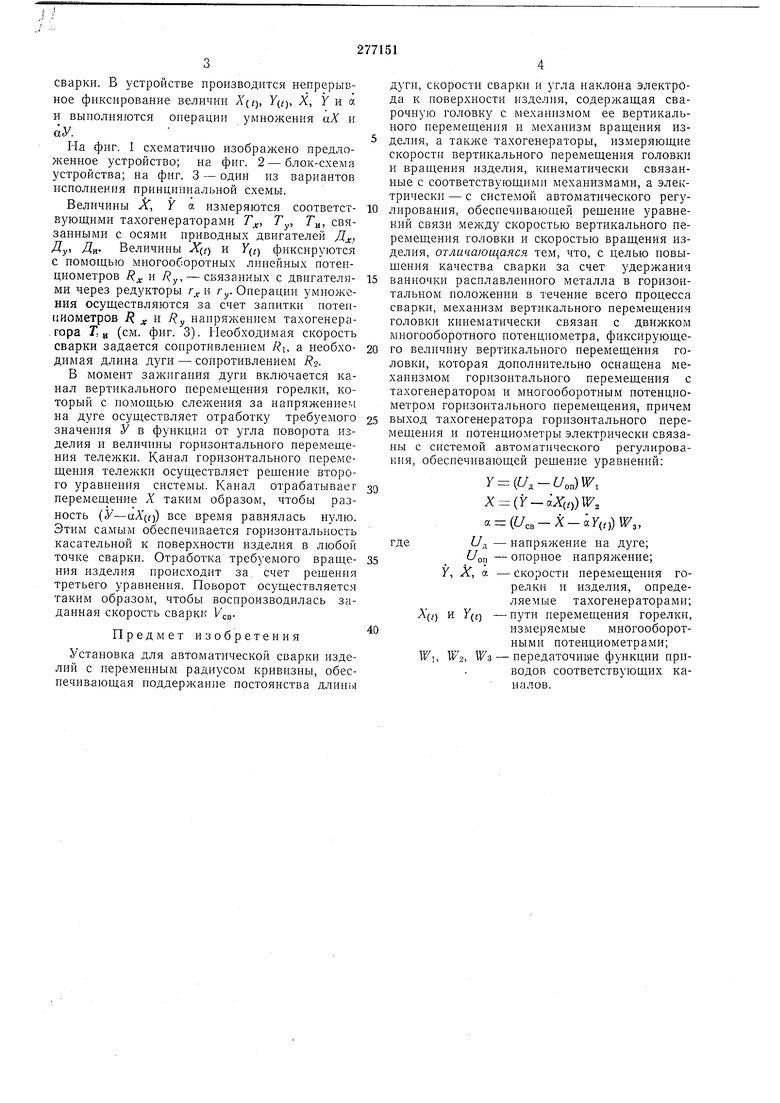
На фиг. 1 схематично изображено предложенное устройство; на фиг. 2-блок-схема устройства; на фиг. 3 - один из вариантов исполнения принципиальной схемы.
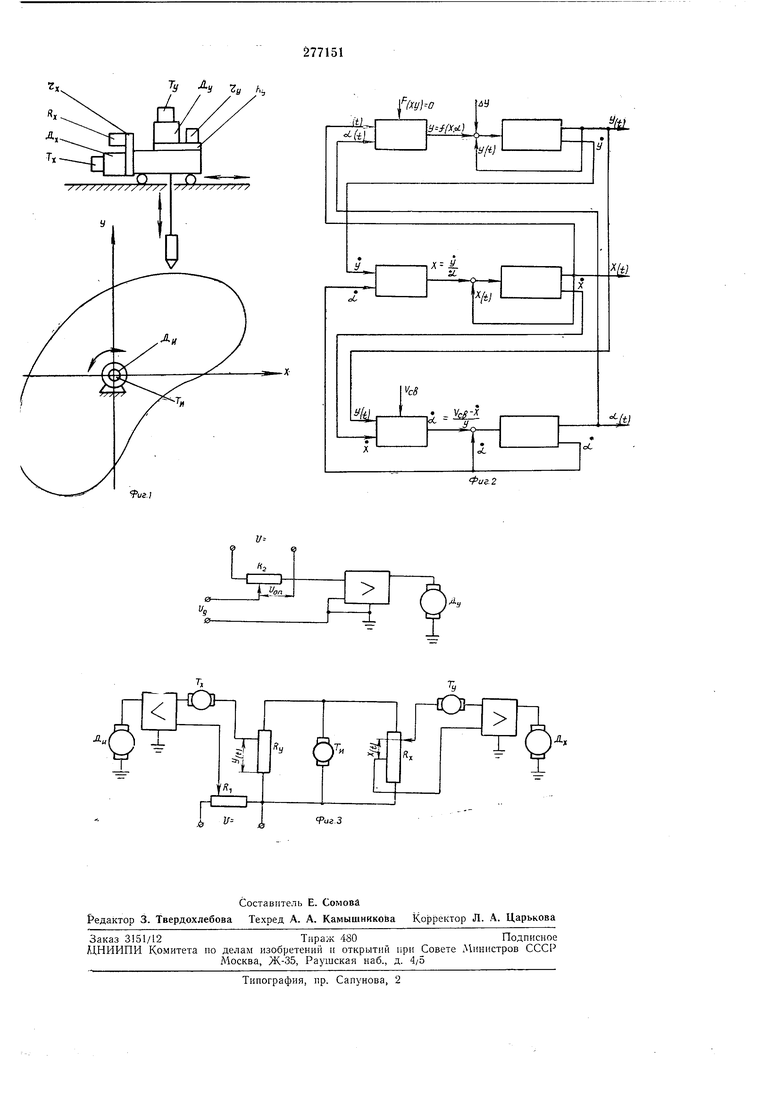
Величины X, Y а измеряются соответствующими тахогенераторами Г., Ту, Т„, связанными с осями приводных двигателей Д., Ду, Ди- Величины X(t) и Y(t) фиксируются с помощью миогооборотных лииейных потенциометров . и , - связанных с двигателями через редукторы г и, г у. Операции умножения осуществляются за счет запитки потенциометров R J. у напряжением тахогенера,гора Г. и (см. фиг. 3). Необходимая скорость сварки задается сопротивлением Ri, а необходимая длина дуги - сопротивлением Rz.
В момент зажигания дуги включается канал вертикального перемещения горелки, который с помощью слежения за напряжением на дуге осуществляет отработку требуемого значения У в функции от утла поворота изделия и величины горизонтального перемещения тележки. Канал горизонтального перемещения телел ки осуществляет решеиие второго уравнения системы. Канал отрабатывает перемещение X таким образом, чтобы разность (У-аА()) все время равнялась нулю. Этим самым обеспечивается горизонтальность касательной к поверхности изделия в любой точке сварки. Отработка требуемого вращения изделия происходит за, счет решения третьего уравнения. Поворот осуществляется таким образом, чтобы воспроизводилась заданная скорость сварки VCBПредмет изобретеиия
Установка для автоматической сварки изделий с переменным радиусом кривизны, обеспечивающая поддержание постоянства длины
дуги, скорости сварки и угла наклона электрода к поверхности изделия, содержащая сварочную головку с механнзмом ее вертикального перемещения и механизм вращения изделия, а также тахогенераторы, измеряющие скорости вертикального перемещения головки и вращения изделия, кинематически связанные с соответствующими механизмами, а электрически - с системой автоматического регулирования, обеспечивающей решение уравнений связи между скоростью вертикального перемещения головки и скоростью вращения изделия, отличающаяся тем, что, с целью иовышения качества сварки за счет удержания
ванночки расплавленного металла в горизонтальном ноложении в течение всего процесса сварки, механизм вертикального перемещения головки кинематически связан с движком многооборотного потенциометра, фиксирующего величину вертикального перемещения головки, которая дополнительно оснащена механизмом горизонтального перемещения с тахогенератором и многооборотным потенциометром горизонтального перемещения, причем
выход тахогенератора горизонтального перемещения и иотенциометры электрически связаны с системой автоматического регулирования, обеспечивающей решение уравнений:
Y (Lf,-U,)W, Х (Г-аадЦ7,
а („-Х-а7(о)Гз,
гдеб д - напряжение на дуге;
Uon - опорное напряжение; У, X, а. - скорости перемещения горелки и изделия, определяемые тахогенераторами; Л () и 7(() - пути перемещения горелки, измеряемые многооборотными потенциометрами; IV,, Wz, W-s - передаточные функции приводов соответствующих каналов.
У -Zy /,.
fus.
Puz.Z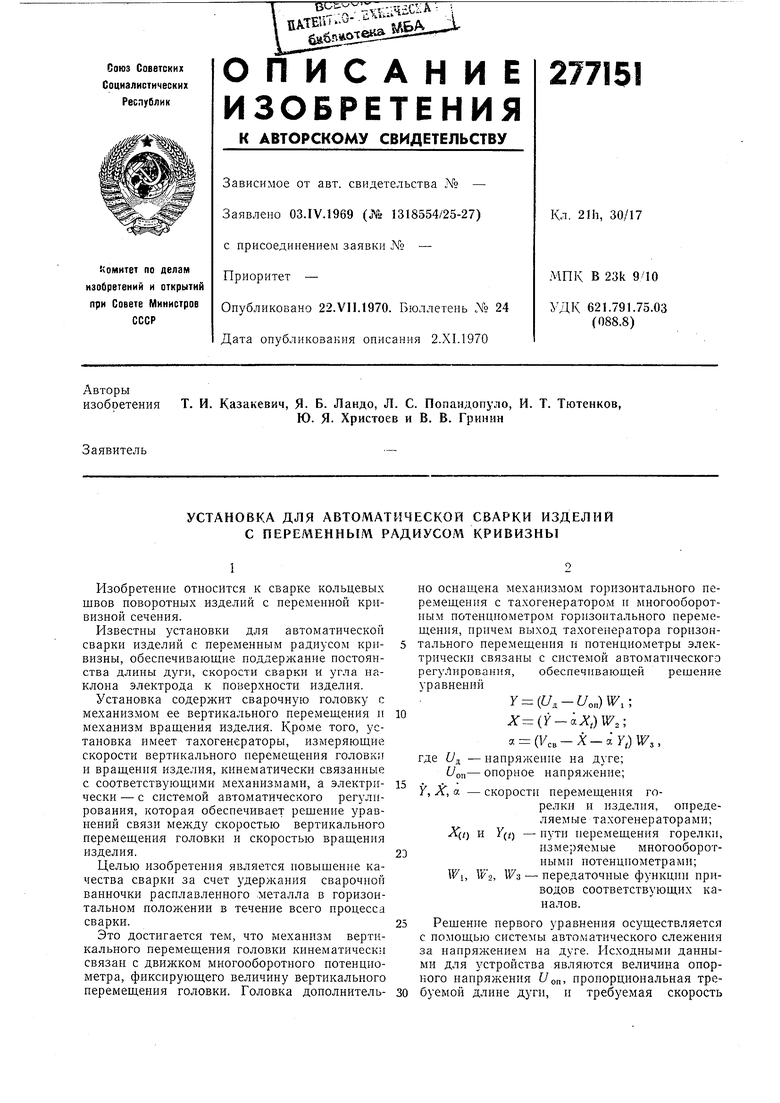
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ | 1972 |
|
SU432990A1 |
| Устройство для автоматической сварки изделий с переменным радиусом кривизны | 1979 |
|
SU774848A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Установка для автоматической сваркиКРиВОлиНЕйНыХ шВОВ | 1979 |
|
SU804310A1 |
| Установка для сварки изделий с переменным радиусом кривизны | 1985 |
|
SU1237344A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОВЕРХНОСТЕЙ С УЧАСТКАЛ1И РАЗНОЙ КРИВИЗНЫ | 1970 |
|
SU269383A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| ВСЕСОЮЗНАЯ IПАШТ1ШЧЕХ(^^^'=НП:{АШ БИБЛИОТа.Ч.^^ I | 1972 |
|
SU349515A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
Ы
9
