Известна установка для автоматической дуговой сварки поверхностей с участками разной кривизны, содержащая три системы автоматического регулирования: длины дуги с приводом вертикального перемещения головки, скорости сварки с приводом горизонтального перемещения сварочной головки и угла наклона электрода с приводом поворота головки.
Эти системы автоматически поддерживают в процессе сварки постоянную скорость сварки и угол наклона электрода к изделию, равный 90°.
Известные установки отличаются сложностью, вызванной взаимной связью всех систем автоматического регулирования.
С целью повыщения точности и быстродействия системы за счет исключения влияния привода поворота головки на качество стабилизации напряжения на дуге и скорости сварки устройство для формирования сигнала, управляющего приводом горизонтального перемещения, подключено к выходам тахогенераторов приводов горизонтального и вертикального перемещений головки.
На фиг. 1 и 2 изображены блок-схемы предлагаемой установки, выполненной в двух вариантах.
виде выпрямителя с фильтром, связанным с тахогенераторами приводов горизонтального и вертикального перемещений через суммирующее устройство и модуляторы с опорными напряжениями, сдвинутыми на 90°.
Устройство (фиг. 2) для формирования входного сигнала, управляющего приводом горизонтального перемещения, выполнено в виде бесконтактного функционального преобразователя, воспроизводящего зависимость V j.
-|/у2 / , а устройство для формирования входного сигнала, управляющего приводом поворота головкн, выполнено в виде бесконтактного преобразователя, воспроизводящего зависимость
а : arc sin -i ,
где У о- требуемая скорость сварки;
Vj н Vy - горизонтальная и вертикальная составляющие скорости сварки;
а- угол поворота головки.
На фиг. 1 и 2 приняты следующие обозначения:
- сравнивающее устройство действительного напряжения на дуге с заданным; 2 - система вертикального перемещения головки; 3 - редуктор системы вертикального перемещения; 4 - сварочная головка; 5 - тахогенератор, измеряющий скорсть вертикального перемещения головки; 6 - устройство для формирования входного сигнала, унравляющего приводом горизонтального перемещения головки; 7 - суммирующий трансформатор; 8 - тахогенератор, измеряющий скорость горизонтального перемещения головки; 9 - выпрямитель с фильтром; 10 - сравнивающее устройство системы горизонтального перемещения; // - система горизонтального перемещения; 12 - редуктор системы горизонтального перемещения; 13 - устройство для формирования входного сигнала привода поворота головки; 14 - сравнивающее устройство системы поворота головки; 15 - измеритель действительного угла поворота головки; 16 - система поворота головки; 17 - функциональный преобразователь, воспроизводящий зави I /
симость V,y и Ко-Ку ; 18 - функциональный преобразователь, воспроизводящий зави Vv симость а агс sin L .
Vo
Работа системы (см. фиг. 1), осуществляется следующим образом.
Напряжение U д дуги, пропорциональное длине дуги, сравнивается с заданным напряжением дуги в сравнивающем устройстве /. Полученная разность Дбд( подается в систему регулирования длины дуги и вертикальной скорости перемещения, которая через редуктор 3 перемещает сварочную головку 4. Скорость U у вертикального перемещения замеряется с помощью тахогенератора 5 переменного тока и поступает в устройство 6 для формирования входного сигнала, управляющего приводом горизонтального неремещения головки, содержащее суммирующий трансформатор 7, на одну обмотку которого подается Vу , а на вторую обмотку поступает напряжение с тахогенератора 8 переменного тока, замеряющего скорость V горизонтального перемещения головки 4. Фазы напряжений тахогенераторов отличаются на 90°.
С выхода суммирующего трансформатора 7 напряжение поступает на выпрямитель 9 с фильтром и далее - в сравнивающее устройство 10 системы // регулировнаия горизонтальной скорости перемещения, которая через редуктор 12 перемещает сварочную головку 4.
В устройство 10 одновременно подается напряжение, пропорциональное заданной скорости сварки UQ; истинное значение скорости сварки в данной точке.
Система // изменяет скорость /7 д. до тех пор, пока / Uo Uo-6и не станет меньще заданной величины Af/°.
Одновременно сигнал с трансформатора 7 с фазой, равной углу наклона профиля в точке сварки, поступает в устройство 13 для формирования входного сигнала, управляющего приводом поворота головки, содержащее сравнивающее устройство (фазовый дискриминатор) 14. В качестве опорного напряжения последнего используется напряжение с измерителя 15,
действительного угла поворота головки (фазовращателя), фаза которого равна углу поворота головки. Полученный сигнал обрабатывается системой 16 поворота головки до тех
пор, пока он не станет равным нулю, т. е. пока головка 4 не установится по нормали к поверхности.
Работа системы вертикального перемещения по варианту, изображенному на фиг. 2, осуществляется так же, как и по варианту, изображенному на фиг. 1.
Скорость и у вертикального перемещения замеряется тахогенератором 5 постоянного тока, и полученное напряжение поступает в устройство 6 для формирования входного сигнала, управляющего приводом горизонтального перемещения головки, содержащее функциональный преобразователь 17, на выходе которого образуется сигнал, пропорциональный
требуемой горизонтауяьной скорости перемещения и воспроизводящий аппроксимированную
функцию .
Точность анпроксимации зависит от типа
функционального преобразователя и может достигать долей процента.
С преобразователя 17 напряжение поступает в сравнивающее устройство 10 системы горизонтального перемещения, на которое одновременно подано напряжение с тахогенератора 8 постоянного тока, пропорциональное действительной скорости на выходе системы //, которая через редуктор 12 перемещает головку.
Одновременно напряжение с тахогенератора 5 подается на устройство 13 для формирования входного сигнала привода поворота головки, содержащее функциональный преобразователь 18, который осуществляет воспроизведение аппроксимированной функции a arcsin
X -- .Следовательно, на выходе функциоVQ
пального преобразователя образуется сигнал, пропорциональный требуемому углу поворота
головки. Это напряжение подается на сравнивающее устройство 14, на которое одновременно поступает напряжение с измерителя 15 действительного угла поворота головки потенциометра измеряющего угол поворота головки 4.
Полученная разность напряжений устройств 18 и 15 является сигналом ощибки системы 16 поворота головки.
Система вращает головку 4 и связанный с
ней движок потенциометра, до тех пор, пока ощибка в угле поворота не станет равной нулю.
Предмет изобретения
1. Установка для автоматической дуговой сварки новерхностей с участками разной кривизны, содержащая систему автоматического регулирования дуги с приводом вертикального перемещения головки, систему горизонтальЁого перемещения головки с приводом горизонтального перемещения, систему поворота головки с приводом поворота, а также устройство для формирования входного сигнала, управляющего приводом поворота головки, подключенное к тахогенератору привода поворота головки, устройство для формирования входных сигналов, управляющих приводами горизонтального и вертикального перемещений, и тахогеиераторы, измеряющие скорости горизонтального и вертикального перемещения головки, отличающаяся тем, что, с целью повышения точности и быстродействия системы за счет исключения влияния привода поворота головки на качество стабилизации напряжения на дуге и скорости сварки, устройство для формирования сигнала, управляющего приводом горизонтального перемещения, подключено к выходам тахогенераторов приводов горизонтального и вертикального перемещений головки. 2. Установка по п. 1, отличающаяся тем, что устройство для формирования входного сигнала, управляющего приводом горизонтального перемещения, выполнено в виде выкрямителя с фильтром, связанным с тахогенераторами приводов горизонтального и вертикального перемещений через суммирующее устройство и модуляторы с опорными напряжениями, сдвинутыми на 90°. 3.Установка по п. 1, отличающаяся тем, что устройство для формирования входного сигнала, управляющего приводом горизонтального перемещения, выполнено в виде бесконтактного функционального преобразователя, воспроизводящего зависимость V - V X У 4.Установка по пп. 1 и 3, отличающаяся тем, что, с целью повышения устойчивости системы регулирования во всем диапазоне углов наклона свариваемых поверхностей, устройство для формирования входного сигнала, управляющего приводом поворота головки, выполнено в виде бесконтактного преобразователя, воспроизводящего зависимость sin где FO- требуемая скорость сварки; Vjf и Vy - горизонтальная и вертикальная составляющие скорости сварки; а- угол поворота головки.
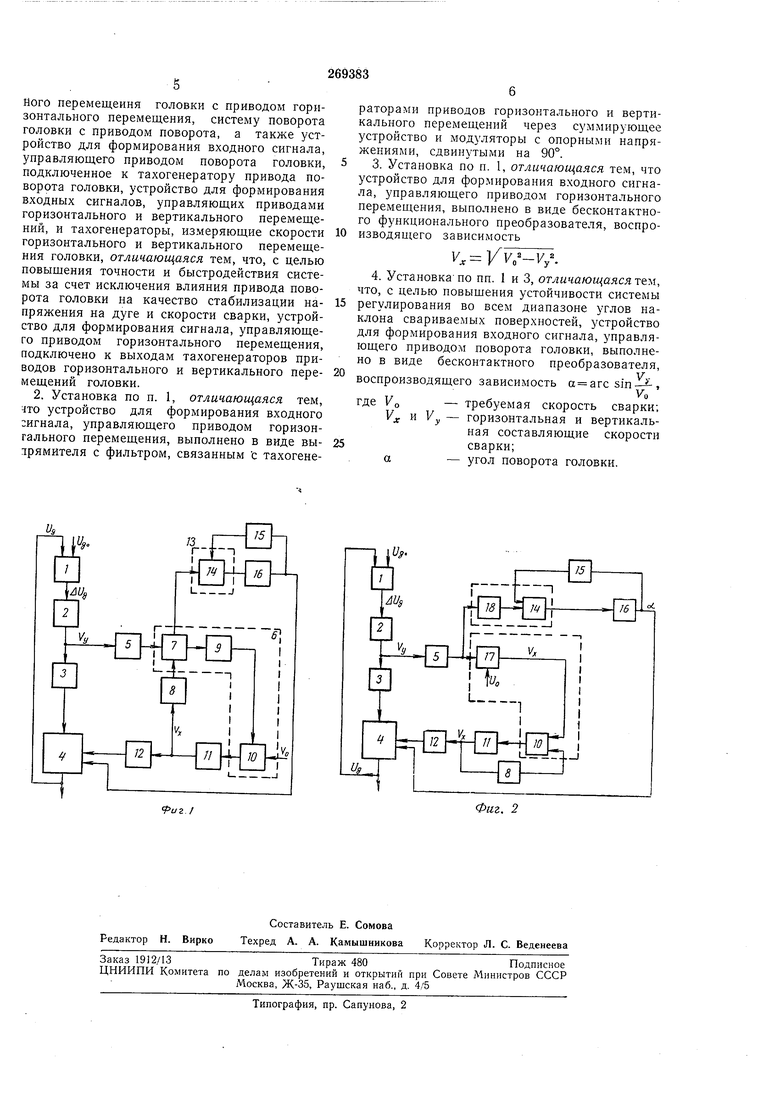
риг I
Фиг. 2
