Изобретение относится к автоматизации процессов сварки, в частности к установкам для сварки изделий с переменным радиусом кривизны, предназначенным для обеспечения постоянства длины дуги, скорости сварки и наклона электрода к поверхности изделия и является дополнительным к основному авт. св. № 432990.
Цель изобретения - повышение качества сварки при наличии в зоне сварки прихваток.
Поставленная цель достигается тем, что при невозможности работы в зоне сварки датчика измерения горизонтальности сигнал управления приводом вращения формируется посредством умножения сигналов величины скорости сварки и кривизны шва в зоне сварки.
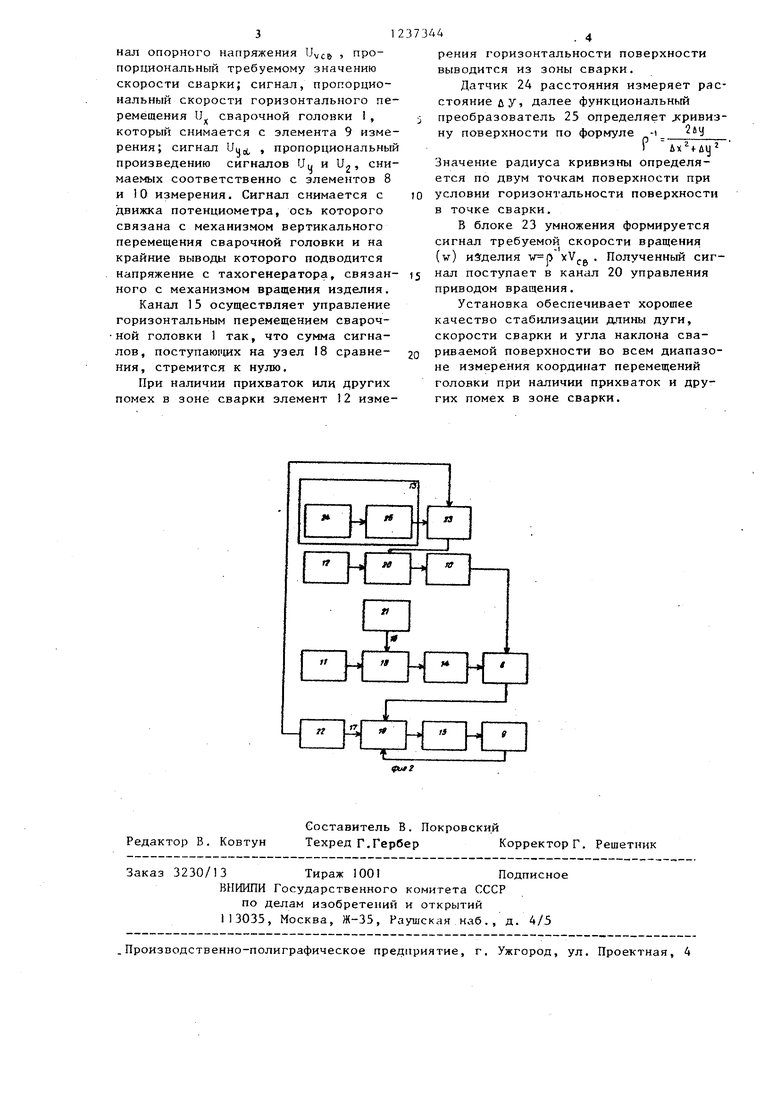
На фиг. 1 изображена кинематическая схема установки; на фиг. 2 - структурная схема системы управления установкой.
Установка для сварки состоит из сварочной головки 1, расположенной над поверхностью свариваемого изделия 2, механизмов 3 и 4 перемещения сварочной головки соответственно в вертикальном и горизонтальном направлениях и механизма 5 вращения изделия . Сварочная головка связана с механизмами 3 и 4 ее перемещения при помощи ходовых винтов 6 и 7.
Для измерения вертикальных перемещений головки 1 используется элемент 8 измерения, выполненный в виде потенциометра, а для измерения скорости перемещения головки в горизонтальном направлении и скорости вращения изделия - соответственно элементы 9 и 10 измерения, выполненные в виде тахогенераторов.
Для определения длины сварочной дуги в системе управления установкой используется элемент 11 измерения.
Система управления также содержит элемент I2 измерения горизонтальност поверхности изделия 2 в зоне сварки в блок 13 измерения кривизны поверхности.
На структурной схеме системы управления установкой показаны входящи в систему каналы 14 и 15 управления механизмами 3 и 4 перемещений сварочной головки 1 в вертикальном и горизонтальном направлениях, а также входные цепи 16 и 17, предназначен44 . г
ныв для подачи на узлы 18 н 19 сравнения, опорных напряжени, пропорциональных соответственно требуемым значениям напряжения дуги и скорости сварки.
Кроме того, структурная схема содержит канал 20 управления механизмом 5 вращения изделия 2, задатчики 21 н 22 напряжения дуги и скорости сварки и блок 23 умножения.
Блок 13 измерения кривизны поверхности включает в себя датчик 24 расстояния до поверхности и подключенный к его выходу нелинейный функцио- нальный преобразователь 25.
В качестве датчика расстояния может быть использован подпружиненный щуп с преобразователем вертикального перемещения.
Установка работает следующим образом.
Перед началом сварки в задатчиках 21 и 22 устанавливают значения оптимального напряжения дуги и скорости сварки соответственно. Посредством установочного перемещения механизмом 5 вращения изделия добиваются нулевого показания элемента 12 измерения горизонтальности поверхности, при
30
этом угол наклона электрода к поверхности составляет 90 .
В процессе сварки элемент 12 измерения горизонтальности .может работать непрерывно или периодически отключаться.
При сварке изделия 2 с элемента измерения 12 в канал 20 управления механизмом 5 вращения изделия подается .сигнал, пропорциональный негоризонтальности поверхности изделия в окрестности точки сварки. На канал 14 управления механизмом 3 вертикального перемещения сварочной головки I при этом подается сигнал, равный алгебраической сумме опорного сигнала, пропорционального требуемому значению напряжения дуги U,. , и сигнала, пропорционального действительному значению напряжения дуги Ua, снимаемого с элемента i измерения длины дуги. Сравнение обоих сигналов происходит в узле 18 сравнения.
.Требуемая скорость сварки поддеривается с помощью канала 15 управле- ия горизонтальным перемещением сваочной головки.
Сигнал управления каналом 15 сос- тав.аен из cyMMi i трех сигр1алов: сиг-.
с элемента 9 изме- (1 , пропорциональный
нал опорного напряжения UVCB пропорциональный требуемому значению скорости сварки; сигнал, пропорциональный скорости горизонтального перемещения и сварочной головки 1, который снимается рения; сигнал U
произведению сигналов Цц и U, снимаемых соответственно с элементов 8 и 10 измерения. Сигнал снимается с движка потенциометра, ось которого связана с механизмом вертикального перемещения сварочной головки и на крайние выводы которого подводится напряжение с тахогенератора, связанного с механизмом вращения изделия. Канал 15 осуществляет управление горизонтальным перемещением свароччто сумма сигна- 18 сравне ной головки 1 так, лов, поступаю1 шх на узел ния, стремится к нулю.
При наличии прихваток или других помех в зоне сварки элемент 12 измерения горизонтальности поверхности выводится из зоны сварки.
Датчик 24 расстояния измеряет расстояние и у, далее функциональный преобразователь 25 определяет сривиз- ну поверхности по формуле -i Ч
Значение радиуса кривизны определяется по двум точкам поверхности при условии горизонтальности поверхности в точке сварки.
В блоке 23 умножения формируется сигнал требуемой скорости вращения (w) изделия . Полученный си1- нал поступает в канал 20 управления приводом вращения.
Установка обеспечивает хорошее качество стабилизации длины дуги, скорости сварки и угла наклона сва- риваемой поверхности во всем диапазоне измерения координат перемещений головки при наличии прихваток и других помех в зоне сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ | 1972 |
|
SU432990A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ РАДИУСО.М КРИВИЗНЫ | 1970 |
|
SU277151A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для автоматической сварки изделий с переменным радиусом кривизны | 1979 |
|
SU774848A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОВЕРХНОСТЕЙ С УЧАСТКАЛ1И РАЗНОЙ КРИВИЗНЫ | 1970 |
|
SU269383A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |

Редактор В. Ковтун
Составитель В. Покровский
Техред Г.Гербер Корректор Г. Решетник
Заказ 3230/13 Тираж 1001Подписное
ВПИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
