Предложение относится к области сварки и мол.ет быть использовано при производстве спиральношовных труб большого диаметра.
Известен спосо-б управления путем регулирования угла входа стальной полосы в формующее устройство и наведения сварочной головки на СТЫК свариваемых кромок этой полосы при наложении внутреннего технологического шва. Однако измерительные датчики контролируют зазор между свариваемыми кромками полосы только в одном месте, а нри одном и том зазоре угол схождения кромок может быть разным. Кроме того, датчики перемещаются по заусенцам кромок, имеючщм большую высоту чем допустимое значение величины зазора. Эти недостатки снижают качество труб.
Предложенный способ отличается от известного тем, что с целью повышения качества труб угол входа стальной полосы в формующее устройство регулируют по изменению положения места схождения ее кромок вдоль направления подачи полосы, а сварочную головку наводят на стык в соответствии с изменением положения места схоладения кромок вдоль оси трубы.
же из-за трения перемещающейся трубы о поверхность формующей втулки величины зазора свариваемыми кромками меняются. Эти изменения характеризуются перемещением полол ения места схождения кромок / в направлении, указанном на чертел е стрелкой А, подачи полосы 2, причем приближение места схождения кромок к месту 3 сварки свидетельствует об увеличении зазора, а его
0 удаление от места сварки - об уменьшении величины зазора и «ахлесте кромок. Следовательно, задача стабилизации величины зазора меладу свариваемыми кромками полосы 2 сводится к определению лолол ения места
5 схол дения кромок вдоль направления подачи полосы и поддерл анию этого положения в заданных пределах за счет изменения угла .а входа, которое достигается путем поворота формующего устройства.
0
При регулировке величины зазора , свариваемыми кромками полосы 2 изменяется и полол ение места их схол дения вдоль оси X трубы. Контроль смещения места схол ;де5 ния кромок в направлении стрелки Л позволяет автоматически направить сварочную головку на стык этих кромок.
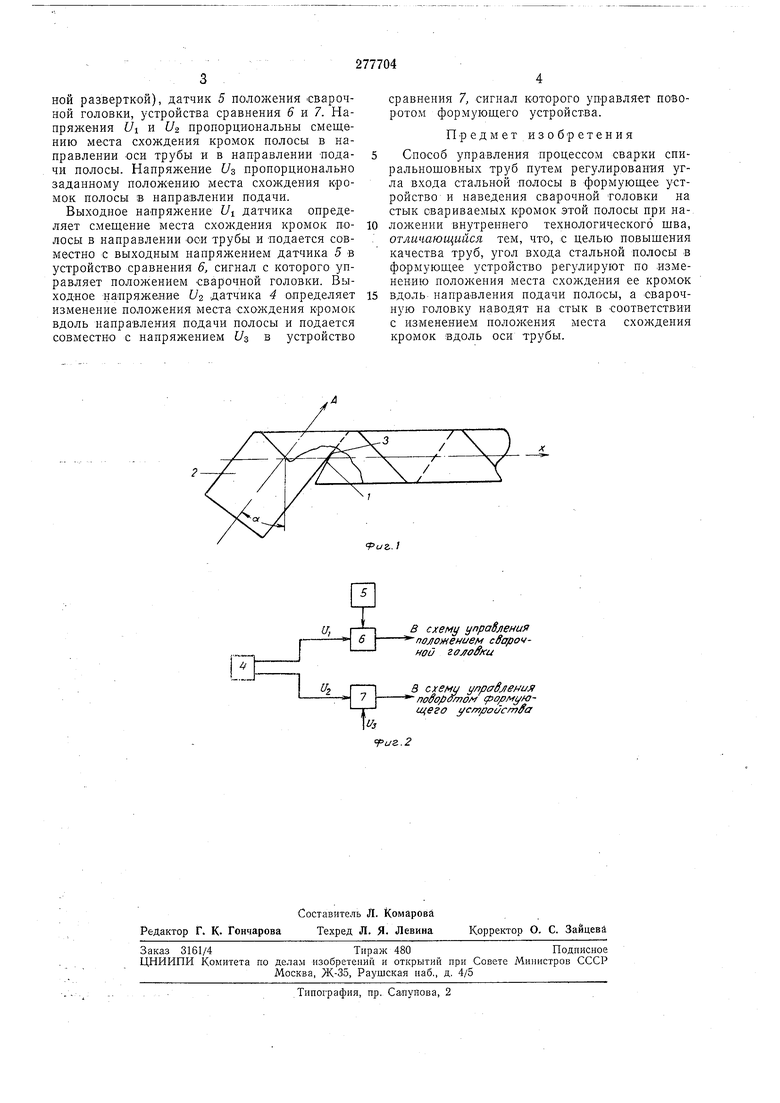
ной разверткой), датчик 5 положения сварочной головки, устройства сравнения 5 и 7. Напряжения f/i и U-2 пропорциональны смещению места схождения кромок полосы в направлении оси трубы и в направлении лодачи полосы. Напряжение Us пропорционально заданному полож ению места схождения кромок полосы в направлении подачи.
Выходное напряжение f/i датчика определяет смещение места схождения кромок полосы в направлении оси трубы и -подается совместно с выходным напряжением датчика 5 в устройство сравнения 6, сигнал с которого управляет положением сварочной головки. Выходное напряжение Lg датчика 4 определяет изменение положения места схождения кромок вдоль направления подачи полосы и подается совместно с напряжением t/s в устройство
сравнения 7, сигнал которого управляет поворотом формующего устройства.
Предмет изобретения
Способ управления процессом сварки спиральнощовных труб путем регулирования угла входа стальной полосы в формующее устройство и наведения сварочной головки на стык свариваемых кромок этой полосы при наложении внутреннего технологического щва, отличающийся тем, что, с целью повыщения качества труб, угол входа стальной полосы в формующее устройство регулируют по изменению положения места схождения ее кромок
вдоль направления подачи полосы, а сварочную головку наводят на стык в соответствии с изменением положения места схождения кромок вдоль оси трубы.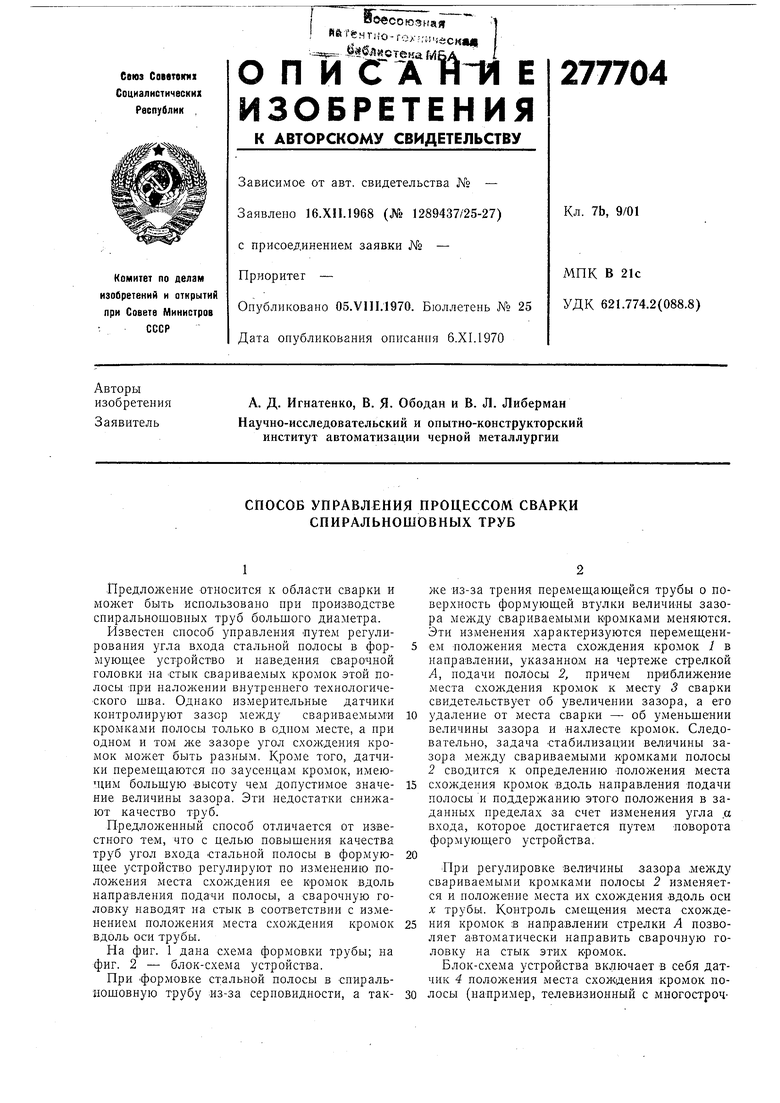
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНЫХ ГОЛОВОК ПО СТЫКУ ПРИ ДВУСТОРОННЕЙ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 1969 |
|
SU233147A1 |
| Устройство управления станом спиральношовной сварки труб | 1972 |
|
SU474408A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU835679A1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ПОЛОС ТОКАМИ ВЫСОКОЙЧАСТОТЫ | 1971 |
|
SU297445A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ СВАРКОЙ | 2013 |
|
RU2523406C1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| Способ управления процессом высокочастотной сварки труб и устройство для его осуществления | 2019 |
|
RU2722957C1 |
и,
U-,
fuZ. I
в схему управления поло)нением сварочной 2Oj;offf(U
в схему улрсгвлеиия
noSoflfffnO/ (fOjDMyHJщег/у yc/npoacmffa
