Известен способ направления сварочных головок по стыку при двусторонней сварке спиральношовных труб путем их перемещения вдоль кромок свариваемой трубы в зависимости от сигнала, вырабатываемого датчиком положения кромок, связанным с первой головкой.
Предлагаемый способ отличается от известных тем, что, с целью повышения качества сварного соединения и упрощения оборудования, обеспечивают автоматическое копирование каждой последующей головкой движения первой с запаздыванием, равным времени прохождения точки сварки от первой головки к последующей, при этом последующую головку дополнительно смещают на величину, равную разности первоначального расстояния между первой и последующими сварочными головками и новым, измеренными параллельно образующей трубы. В случае совпадения вертикальной оси первой сварочной головки с вертикальной осью поворота стана, в качестве исходного параметра для направления по стыку последующих головок принимают перемещение второй головки.
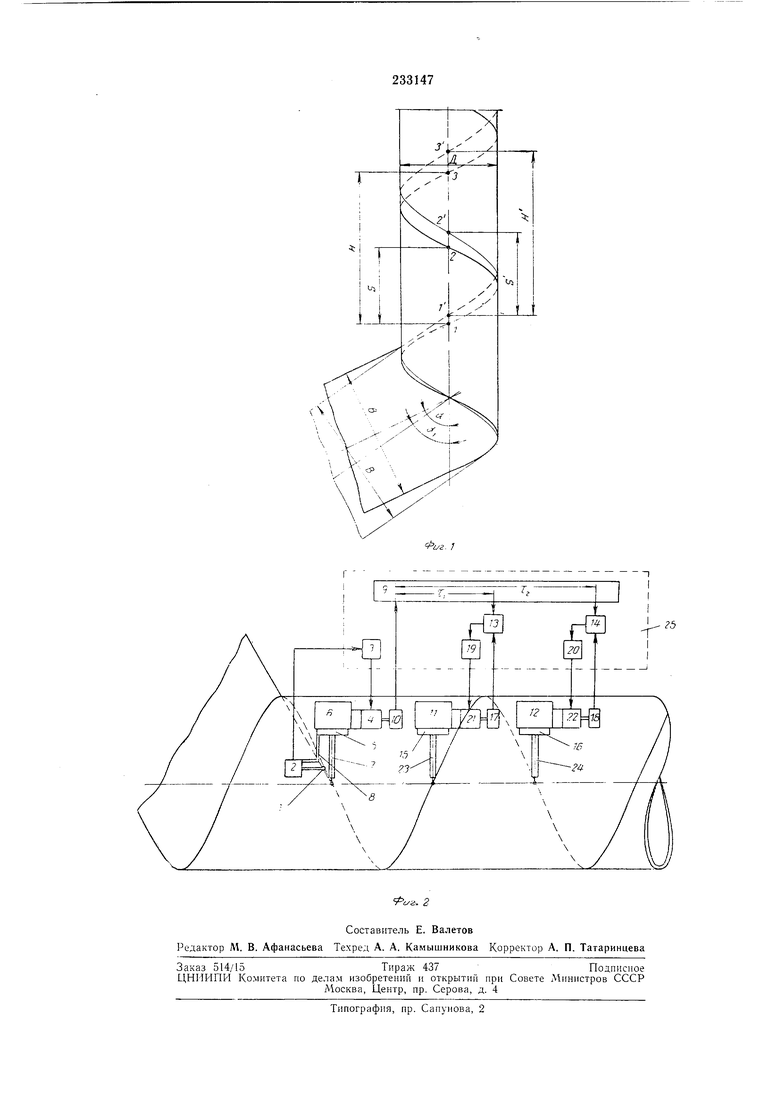
Точками 1, 2, 3 (см. фиг. 1) обозначено начальное полол ение сварочных головок. Точками I, 2, 3 - Положение сварочных головок после изменения щага спирали. Сущность предлагаемого способа заключается в следующем. При изменении полол ения первой сварочной головки (например, при изменении угла задачи полосы) каждая последующая головка автоматически копирует ее движение с запаздыванием, равным времени прохол дения точки сварки от первой головки к последующей. Это может быть достигнуто, например, применением бесконечной магнитной ленты, которой синхронизировано с
двил ением полосы.
При этом последующая головка дополнительно смещается на величину, равную разности первоначального расстояния меладу первой и последующей головками (S, Н) и новым
расстоянием меЛСду ними, измеренными параллельно образующей трубы (S, Н}.
Это дополнительное смещение может быть достигнуто подбором передаточных отнощений механизмов продольных корректировок сварочных головок.
муемой полосы и вертикальной оси поворота стана.
С помощью чувствительного элемента / (фиг. 2) индуктивный, потенциометрический или иной датчик 2 воспринимает фактическое отклонение линии стыка от теоретического положения, в результате чего усилитель 3 подает на приводной двигатель 4 сигнал, пропорциональный обнаруженному отклонению линии стыка.
Корректор 5 сварочной головки 6, которая первой производит сварку стыка, перемещает мундштук 7 поперек шва таким образом, чтобы сигнал на выходе датчика 2, закрепленного на подвижной части корректора 5 с помощью кронштейна 8, стремился к нулю. Все перемещения корректора 5 подаются на устройство задержки 9 с помощью датчика положения 10, сигнал которого с выдержками времени TI и to, пропорциональными скорости сварки и диаметру Д трубы, используется для управления корректорами сварочных головок 11 и 12, следующих по линии стыка за головкой 6 соответственно через пол-оборота и один оборот свариваемой трубы. В качестве датчика положения 10 может быть исиользован иотенциометр, сельсин, вращающийся трансформатор, Илшульсный КОДОВЫЙ датчик и т. д., а в качестве устройства задержки может быть применен магнитный барабан, магнитная лента, бумажная лента и т. д.
Любое значение смещения корректора 5 через время TI иоступает в дискриминатор рассогласования 13, а через время т - ;в дискриминатор рассогласования 14. Системы управления корректорами сварочных головок 11 w. 12 идентичны.
В дискриминаторе 13 (14) происходит сравнение информации о требуемом положении корректора 15 (16), постуиающей из устройства задержки 9, с данными о его фактическом положении, которые вырабатываются датчиком иоложения 17 (18), аналогичного по типу датчику 10.
Величина рассогласования на выходе дискриминатора 13 (14) усиливается усилителем 19 (20) и подается на двигатель 21 (22) привода корректора 15 (16), в результате чего
мундштук 23 (24) сварочной головки // (12) повторяет все перемещения мундштука 7 через пол-оборота (один оборот) трубы, причем величина перемещений каждого из мундштуков 23 (24) отличается от величины соответствующего перемещения мундштука 7, что учитывается соответствующим подбором кинематической цепи обратной связи на датчики 17 и J8 в зависимости от диаметра Д трубы и ширины В ленты (см. фиг. 1)
На собственно сварочной установке расположены только приводные двигатели корректоров, датчики 10, 17, 18 (наиример, потенциометры) и один датчик 2 линии стыка, устанавливаемый у первой сварочной головки. Все остальные элементы системы расположены в отдельно стоящем Шкафу управления 25, что позволяет существенно уменьшить количество и объем оборудавалпя, расположенного в ограниченном пространстве в зоне сварки.
Предмет изобретения
1. Способ направлеиия сварочных головок по стыку при двусторонней сварке спиральношовных труб путем их перемещения вдоль кромок свариваемой трубы в зависимости от сигнала, вырабатываемого датчиком положения кромок, связанным с нервой головкой, отличающийся тем, что, с целью повышения качества сварного соединения и упрощения оборудования, обеспечивают автоматическое копирование каладой носледующей головкой движения первой с запаздыванием, равным времени прохождения точки сварки от первой головки к последующей, при этом последующую головку дополнительпо смещают на величину, равную разности первоначального расстояния
между иервой и последующими сварочными
головками и новым расстоянием между ними,
измеренными параллельно образующей трубы.
2. Способ по п. 1, отличающийся тем, что в
случае совпадения вертикальной оси первой
сварочной головки с вертикальной осью поворота стана, в качестве исходного параметра для направления по стыку последующих головок принимается перемещение второй головки.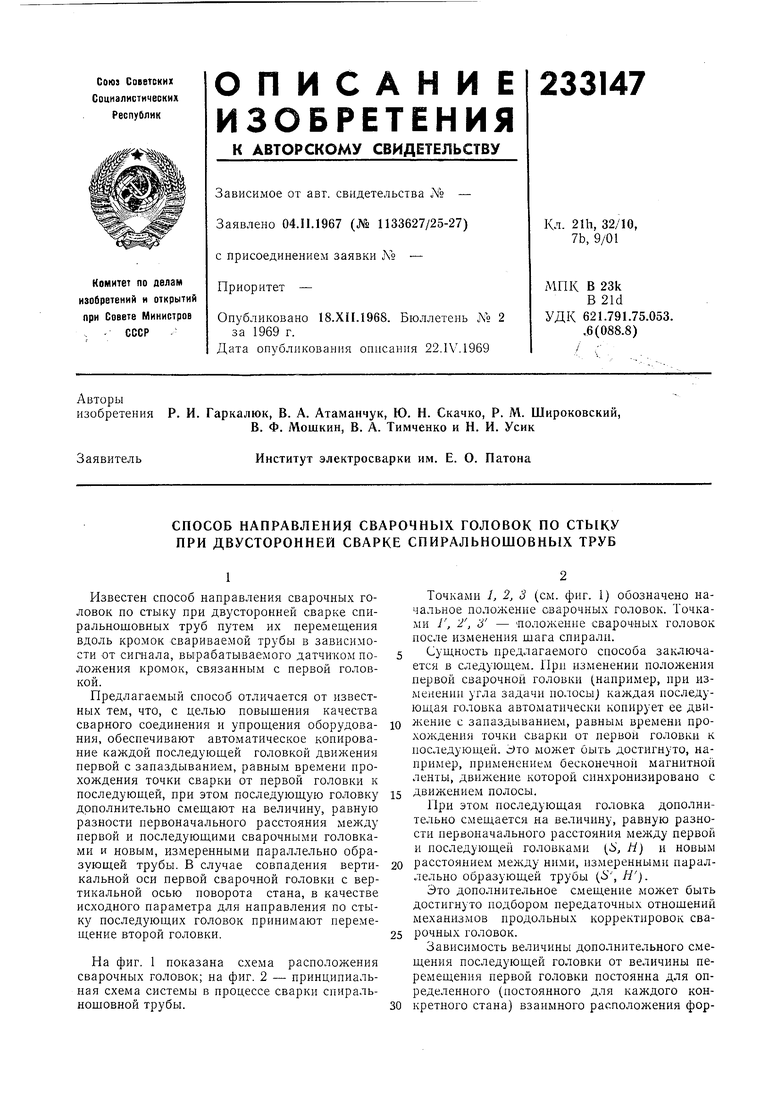

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНОЙ ГОЛОВКИПО СТЫКУ | 1970 |
|
SU282275A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1970 |
|
SU277704A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Способ наведения наружной сварочной головки | 1979 |
|
SU853864A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1972 |
|
SU422493A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |