Группа изобретений относится к сварке труб нагревом токами высокой частоты, а именно к способу управления процессом высокочастотной сварки и устройству для его осуществления и может быть использована при производстве стальных электросварных труб, обладающих высокими и стабильными значениями ударной вязкости сварного соединения.
Известна система высокочастотной сварки, снижающая дефекты в сварном соединении до уровня, в достаточной степени удовлетворяющего требованиям к качеству стальных труб, используемых в жестких условиях эксплуатации [1]. Система сварки содержит высокоскоростную камеру, которая может выполнять последовательную фотосъемку в непосредственной близости от точки сварки в течение более чем 10 мс при скорости затвора короче 1/200 секунды. По снимкам, сделанным высокоскоростной камерой, устройство обработки изображения определяет отклонение между длиной L, свободной от сваренных точек узкой части шва, которая получается путем измерения длины узкой зоны от точки схождения свариваемых кромок до точки сварки и выбранным диапазоном (F + A1, F + А2), который строится на основе констант А1 и А2 и функции F (t, D, V), где t - толщина стенки свариваемой трубы, D - наружный диаметр трубы, V - скорость сварки. По результатам расчета этого отклонения блок управления системы устанавливает величину мощности, подаваемой для нагрева свариваемых продольных кромок.
При этом данная система высокочастотной сварки не учитывает, что зависимость между длиной узкого зазора L и мощностью сварки не является однозначной, поэтому она может работать только в узком диапазоне изменения мощности.
Известны устройство, способ и компьютерная программа управления высокочастотной контактной сваркой, которые управляют процессом сварки при производстве труб из стального рулонного проката, который формуют в круглую заготовку, боковые продольные кромки рулонного проката обжимают парой нажимных валков так, чтобы они сходились в V-образную форму, нагревают токами высокой частоты и сваривают [2]. Устройство управления высокочастотной контактной сваркой включает в себя средство ввода изображений, которое вводит множество изображений, записанных в течение определенного промежутка времени, каждое включающее область сходимости, где стальной рулонный прокат сходится в V-образную форму, средство определения точки геометрического схождения (V0), которая является точкой пересечения продолжения кромок рулонного проката, средство определения точки физического схождения (V1), где кромки рулонного проката входят в контакт друг с другом, средство определения положения точки сварки (W), которая находится в конце сварочного зазора, средство расчета, которое рассчитывает, находятся ли в разных положениях по отношению друг к другу точки геометрического (V0) и физического (V1) схождения, средство расчета расстояния L от точки физического схождения (V1) до точки сварки (W), средство контроля подвода тепла, которое, учитывает, что точки геометрического (V0) и физического (V1) схождения должны находиться в разных положениях относительно друг друга и понижает мощность подводимого тепла в случаях, когда расстояние между положением точки сварки (W) и положением, соответствующим оси установки пары нажимных валков, стало равно или меньше порогового значения.
Недостаток данного аналога заключается в неспособности в должной мере оценить величину выбранной для сварки мощности из-за отсутствия непосредственного анализа процессов образования и перемещения сварочных перемычек (мостиков, дуг) по узкому сварочному зазору, характер протекания которых определяет качество сварного соединения, сваренного контактной сваркой с нагревом кромок токами высокой частоты.
Аналогом заявляемого изобретения, который как наиболее близкий по технической сущности и достигаемому результату выбран за прототип, является устройство и способ управления высокочастотной контактной стыковой сваркой [3]. Устройство управления высокочастотной контактной стыковой сваркой в соответствии с прототипом содержит средство ввода изображений из области V-символьной сходимости, которая представляет собой область стального рулонного проката, сходящегося в форме символа V и точки схождения (V1), в которой обе кромки проката касаются друг друга, средство выделения области образования перемычек, предназначенное для извлечения узкой области, содержащей сварочную щель, возникающую между точкой схождения (V1) и точкой сварки (W), в которой сварочная щель заканчивается, средство обнаружения перемычек, которое обнаруживает перемычки, возникающие в сварочной щели, средство измерения частоты образования перемычек, которое измеряет частоту образования перемычек, средство определения типа сварки, которое определяет тип сварки, основываясь на том, выходит ли частота возникновения перемычек за значения по умолчанию. Кроме того, средство ввода изображений содержит средства выделения красного и синего компонентов изображений, средство бинаризации каждого цветового компонента и средство обработки и маркировки обнаруженных двоичных изображений. Средство выделения области образования перемычек на основе красного компонента изображений обнаруживает положение точки геометрического схождения (V0), которая представляет собой точку пересечения линий геометрически приближенных в окружном направлении к обеим кромкам рулонного проката, точки схождения (V1) и точки сварки (W) и определяет положение сварочной щели между точкой (V1) и точкой (W), а средство обнаружения перемычек, анализирующее изображения на основе синего компонента, включает в себя сравнение соотношения ширины к длине обнаруженных бинарных изображений с величиной равной 0,3÷0,5.
Способ управления контактной стыковой сваркой по прототипу включает процесс ввода изображений, процесс выделения области образования перемычек для извлечения узкой области, содержащей сварочную щель, которая проходит между точкой схождения (V1) и точкой сварки (W), процесс обнаружения перемычек, процесс определения частоты образования перемычек, процесс определения типа сварки, который судит о механизме сварки на основе того, выходит ли частота возникновения перемычек за значения по умолчанию. Для определения существования перемычки в процессе ее обнаружения выполняют бинаризацию изображения области обнаружения перемычек и оценивают, имеют ли обнаруженные бинарные изображения соотношение ширины к длине, равное 0,3÷0,5.
Недостаток прототипа заключается в отсутствии возможности оценивать сварочный процесс за счет анализа времени появления перемычек.
Исследования, проведенные авторами заявляемой группы изобретений, показали, что при наличии перемычек, для которых интервал между временем их возникновения и временем возникновения предыдущей перемычки заметно отличается от среднего интервала времени возникновения перемычек, в сварном соединении появляются участки, в которых остаются сварочные оксиды, снижающие ударную вязкость сварного соединения при низких температурах. Причем такие перемычки могут возникать и при сварке на режимах, на которых частота образования перемычек не выходит за установленные по умолчанию пределы. Кроме того, несмотря на то, что часть возникающих перемычек действительно нагревается проходящим через них электрическим током и их температура становится выше, чем температура жидкого металла, выдавленного на свариваемые кромки, многие из образующихся перемычек током практически не нагреваются. Поэтому проведение анализа двух частей спектра нецелесообразно.
Технической задачей группы изобретений является разработка способа и устройства управления процессом высокочастотной контактной стыковой сварки труб, обеспечивающих получение высоких и стабильных значений ударной вязкости сварного соединения.
Поставленная задача решается с помощью признаков, указанных в п. 1 формулы изобретения, характеризующих способ управления процессом высокочастотной сварки труб. Признаками данного объекта изобретения, общими с прототипом, являются:
способ управления процессом высокочастотной сварки труб, включающий регулирование количества тепла, необходимого для сварочного нагрева кромок стального рулонного проката, при этом осуществляют:
- получение видеоизображений области сходимости, в которой упомянутые кромки сходятся в виде символа V и входят в контакт друг с другом в точке физического схождения (VI), ввод полученный изображений в устройство управления,
- выделение области образования перемычек по входным изображениям для определения узкой области, содержащей сварочную щель, проходящую между точкой физического схождения (VI) и точкой сварки (W), в которой кромки рулонного проката свариваются и сварочная щель заканчивается,
- обнаружение перемычек в выделенной области их образования,
- определение частоты образования перемычек,
- определение типа сварки, обусловленного количеством вводимого тепла при сварочном нагреве, в зависимости от частоты образования перемычек, и проведение сравнения полученных значений с соответствующими значениями по умолчанию.
Признаками данного объекта изобретения, отличительными от прототипа, являются:
дополнительно определяют интервалы времени между образованием перемычек,
далее за период времени t определяют общее количество возникших перемычек N, количество перемычек n1, возникших с временным интервалом, превышающим верхний допустимый предел, и количество перемычек n2, возникших с временным интервалом, меньшим нижнего допустимого предела,
после чего определяют отношения n1/N, n2/N, сопоставляют их с установленными верхним P1 и нижним Р2 пороговыми значениями и корректируют сварочный нагрев кромок,
при этом, если n1/N>P1, то снижают сварочный нагрев, а если n2/N>P2, то повышают сварочный нагрев.
Согласно п. 2 формулы изобретения в процессе выделения области образования перемычек по входным изображениям определяют положение точки геометрического схождения (V0), которая представляет собой точку пересечения линий, геометрически приближенных в окружном направлении к кромкам рулонного проката, сходящимся в форме символа V, и угол схождения между этими линиями, а также положение точки физического схождения (V1) и точки сварки (W) на продолжении в сторону сварочной клети биссектрисы угла схождения.
Согласно п. 3 формулы изобретения в процессе обнаружения перемычек выполняют обработку двоичных изображений в области образования перемычек, при этом принимают решение о наличии перемычки, если двоичное изображение имеет пустоты с обеих его сторон в продольном направлении и соотношение ширины к длине анализируемого двоичного изображения соответствует диапазону 0,2÷0,5.
Согласно п. 4 формулы изобретения количество перемычек N, n1 и n2, определяют за период времени t, составляющий не менее 0,5 с.
Поставленная задача решается с помощью признаков, указанных в п. 5 формулы изобретения, характеризующих устройство для управления процессом высокочастотной сварки труб. Признаками данного объекта изобретения, общими с прототипом, являются:
устройство для управления процессом высокочастотной сварки труб, содержащее:
- средство регулирования количества тепла, необходимого для сварочного нагрева кромок стального рулонного проката,
- средство получения изображений области сходимости, в которой упомянутые кромки сходятся в форме символа V и входят в контакт друг с другом в точке физического схождения (V1), средство ввода полученных изображений в устройство управления,
- средство выделения области образования перемычек, предназначенное для определения узкой области, содержащей сварочную щель, проходящую между точкой физического схождения (V1) и точкой сварки (W), в которой кромки рулонного проката свариваются и сварочная щель заканчивается,
- средство обнаружения перемычек, возникающих в области их образования,
- средство измерения частоты образования перемычек,
- средство определения типа сварки, обусловленного количеством вводимого тепла при сварочном нагреве, в зависимости от частоты образования перемычек, и сравнения полученных значений с соответствующими значениями по умолчанию.
Признаками данного объекта изобретения, отличительными от прототипа, являются:
устройство управления дополнительно содержит:
- средство определения интервалов времени между образованием перемычек,
- средство определения общего количества перемычек N, возникших за установленный период времени t, количества перемычек n1, возникших с интервалом времени, превышающим верхний допустимый предел, количества перемычек n2, возникших с интервалом времени, меньшим нижнего допустимого предела, и расчета отношений n1/N и n2/N,
а упомянутое средство регулирования количества тепла выполнено с возможностью снижения сварочного нагрева при значении n1/N, превышающем
заданный верхний пороговый предел Р1, и повышения сварочного нагрева при значении n2/N, превышающем заданный нижний пороговый предел Р2.
Согласно п. 6 формулы изобретения средство ввода изображений области сходимости содержит средство бинаризации изображений и средство выделения и маркировки обнаруженных бинарных двоичных изображений, полученных с помощью средства бинаризации.
Согласно п. 7 формулы изобретения средство выделения области образования перемычек содержит средство определения положения точки геометрического схождения (V0), которая представляет собой точку пересечения линий, геометрически приближенных в окружном направлении к кромкам проката, сходящимся в форме символа V, средство определения угла схождения между линиями, геометрически приближенными в окружном направлении к кромкам проката, сходящимся в форме символа V, и средство определения положения точки физического схождения (V1) и точки сварки (W) на продолжении в сторону сварочной клети биссектрисы угла схождения.
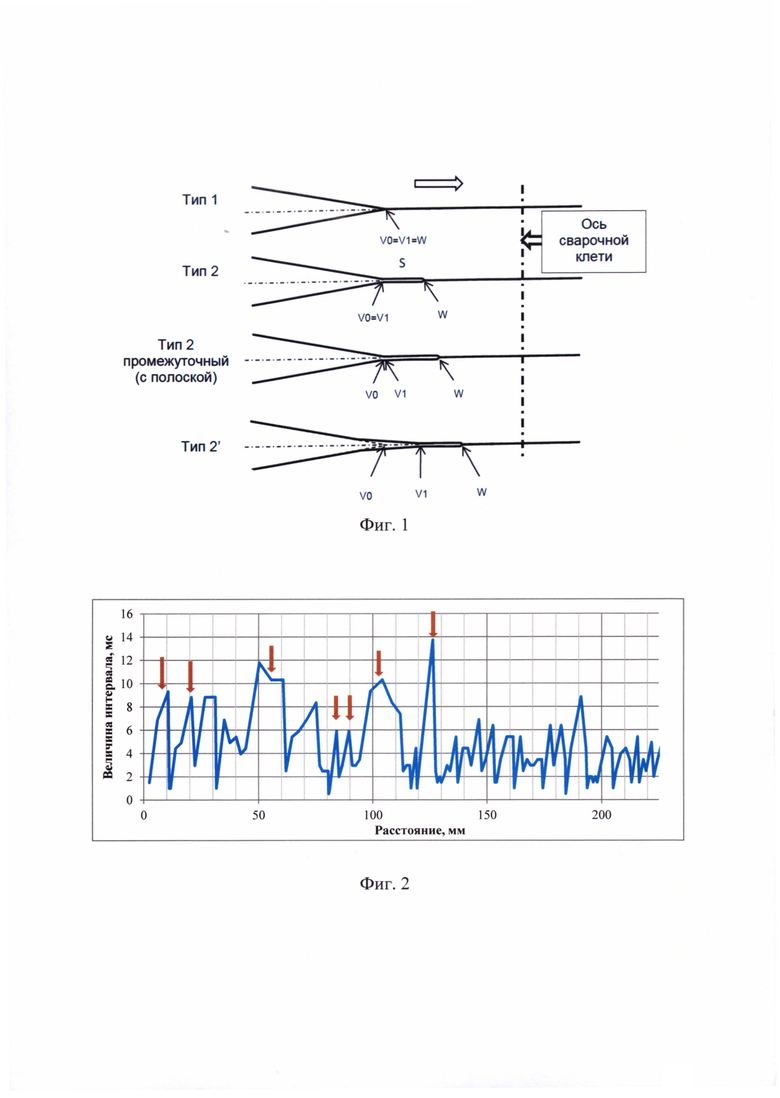
Тип процесса, происходящего при высокочастотной сварке вблизи точки схождения кромок, определяется количеством тепла, вложенного в их нагрев, толщиной стенки кромок, скоростью сварки, углом схождения и рядом других параметров. В зависимости от количества тепла, вложенного в нагрев шва, выделяют три основных типа сварки.
При сварке по 1-ому типу, с недостаточным количеством тепла, в сварном шве могут оставаться непровары. При 2-ом типе сварки в шве образуется узкий зазор, в котором возникают и перемещаются вдоль него сварочные перемычки. Особенности их возникновения и перемещения во многом определяют качественные характеристики шва. При сварке по 3-му типу с избыточным нагревом в шве остается большое количество сварочных оксидов.
В процессе высокочастотной сварки с образованием сварочных перемычек кроме типа 2 выделяют также промежуточный тип и тип 2' [4]. Схематично
данные типы процессов показаны на фиг. 1, на которой V0 обозначена точка геометрического схождения, V1 - точка физического схождения, W - точка сварки, S - сварочная щель длиной L.
При сварке по типу 2' наблюдается двухфазный угол схождения свариваемых кромок. Сварочный зазор начинается ближе к оси сварочной клети, чем точка геометрического схождения кромок.
Количество сварочных оксидов, остающихся в шве стальных труб, сваренных высокочастотной контактной сваркой из рулонного низкоуглеродистого и низколегированного проката токами высокой частоты, зависит от марки стали и в целом минимально в случае сварки шва по типу 2, 2'.
Тип применяемой сварки можно определить, зная положения точек геометрического (V0) и физического схождения (V1), точки сварки (W), определяя по ним расположение и длину узкого сварочного зазора L, в котором появляются перемычки (мостики, дуги), а затем обнаруживая в нем перемычки и определяя частоту их образования. Сравнивая частоту образования перемычек с известным значением можно определить тип сварки, выбирая для сварки труб тип с минимальным количеством оксидов, остающихся в шве после очищающего действия перемычек и выдавливании металла из шва при осаживании кромок в процессе сварки. Устройство и способ управления процессом высокочастотной сварки, с использованием вышеописанного подхода приведены в прототипе [3].
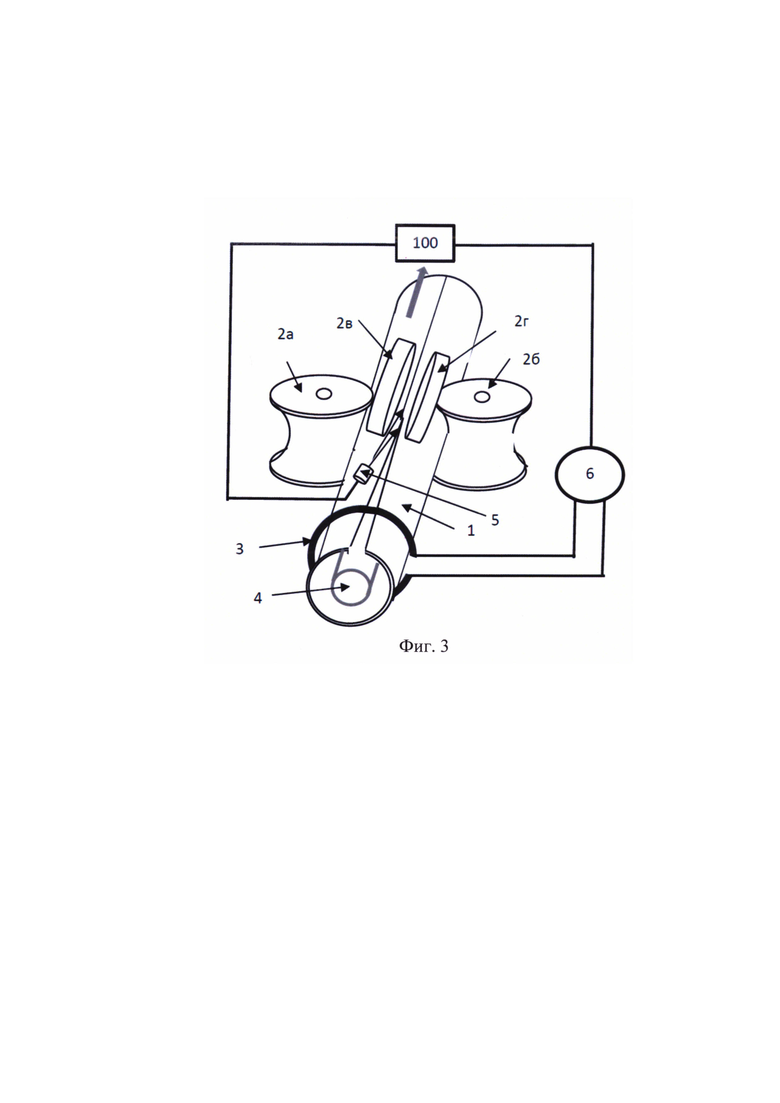
Исследования, проведенные авторами заявляемой группы изобретений, показали, что на участках, на которых интервалы между последовательными перемычками превышают 6-12 мс, в сварном соединении остаются сварочные оксиды размером до 2 балла по ГОСТ 1778-70, которые могут приводить к снижению ударной вязкости сварного соединения при низких температурах. На фиг. 2 приведен график изменения величины интервалов между перемычками, построенный авторами на основании результатов исследований. Стрелками показаны места выявления оксидов в сварном соединении при его последующем металлографическом анализе. Для выявления оксидов проба разрезалась на образцы размером 8×15×40 мм так, чтобы шов проходил по их середине. Наружная поверхность образцов шлифовалась до плоскости, перпендикулярной радиусу, и доводилась до состояния, пригодного для металлографического определения включений. Каждый раз после завершения проверки очередной плоскости образцы дополнительно шлифовались с наружной стороны еще примерно на 0,5 мм.
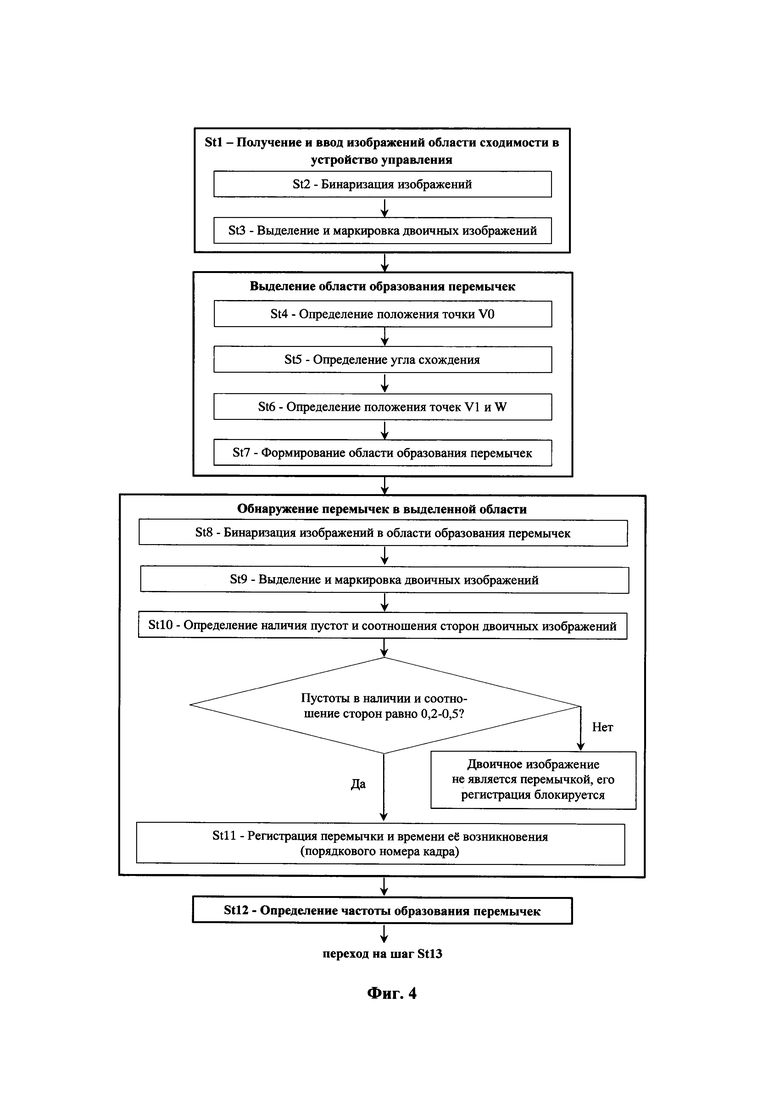
На фиг. 3 приведена общая схема реализации предлагаемого способа и устройства управления процессом контактной стыковой сварки стальных электросварных труб с нагревом свариваемых кромок токами высокой частоты. Продольные кромки свариваемой трубной заготовки 1 после формовки стального рулонного проката в клетях формовочного стана (не показаны) сходятся в сварочной клети в виде символа V. Высокочастотный ток, создаваемый генератором 6, подводится к свариваемым кромкам посредством индукционной катушки 3 при индукционном способе токоподвода или через металлические контакты (не показаны), скользящие по кромкам при контактном токоподводе. Ферритовый сердечник 4 концентрирует сварочный ток на кромках. За счет нагрева высокочастотным током свариваемые кромки вблизи точки схождения нагреваются до оплавления, а затем сжимаются сварочными валками 2 (2а и 2б - боковые валки сварочной клети, 2в и 2г - верхние валки сварочной клети). Устройство формирования изображения 5 производит съемку области V-символьной сходимости. В качестве такого устройства может использоваться, например, высокоскоростная камера Phantom с частотой съемки не менее 2000 кадров в секунду. Видеокадры с устройства 5 вводятся в устройство управления 100, выходные сигналы которого управляют мощностью высокочастотного генератора 6, поддерживая нагрев кромок, обеспечивающий их качественную сварку. Устройство управления 100 может быть реализовано, например, с использованием промышленного компьютера (ПК) и устройства обработки информации, оборудованных различными типами интерфейсов.
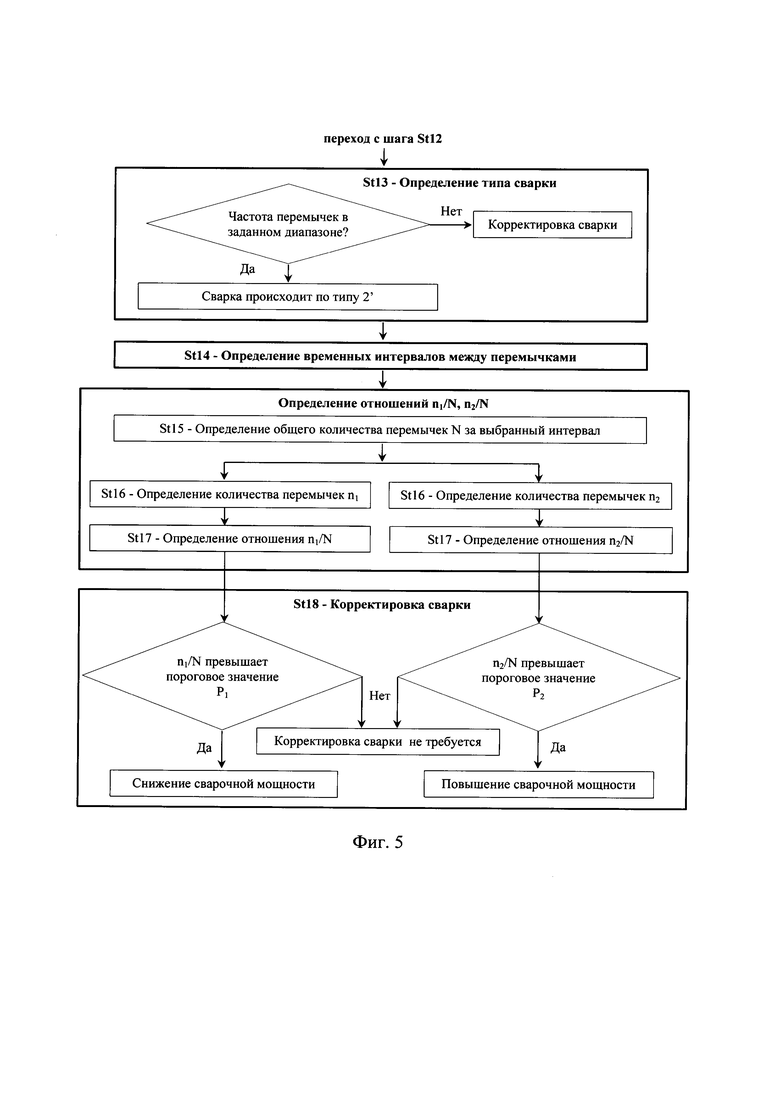
Функциональная схема реализации предлагаемого способа управления высокочастотной сваркой труб показана на фиг. 4 и 5.
На шаге St1 средством 101.1 осуществляется получение изображений области V-символьной сходимости и их ввод средством 101.2 в устройство управления.
Последующая обработка изображений может быть реализована посредством их бинаризации, осуществляемой средством 102 на шаге St2, а также объединением двоичных данных в двоичные изображения и их маркировкой, осуществляемой средством 103 на шаге St3.
Далее средством 104 выделяется область образования перемычек. Данный процесс может быть реализован следующим образом. На шаге St4 средством 105 устанавливается положение точки V0 как точки пересечения прямых линий, максимально приближенных к контурам свариваемых кромок, а угол, который эти линии создают, средством 106 определяется на шаге St5 как угол схождения. На шаге St6 с помощью средства 107 устанавливается положение биссектрисы угла схождения, проходящей через точку V0, и на ее продолжении в направлении к сварочной клети определяется положение точки физического схождения V1, в которой кромки входят в контакт друг с другом, и положение точки сварки W в месте, где кромки свариваются и сварочная щель заканчивается. На шаге St7 средство 108 в качестве области образования перемычек формирует прямоугольную область, которая расположена симметрично относительно продолжения биссектрисы угла схождения в направлении сварочной клети между точками V1 и W с шириной, превышающей ширину сварочного зазора (примерно 1÷3 мм).
Далее средством 109 реализуется процесс обнаружения в выделенной области перемычек, который может осуществляться следующим образом.
Данные о расположении области образования перемычек передаются в средство обнаружения перемычек 109. На шаге St8 средством 102 производится бинаризация изображений в пределах этой области. На шаге St9 средство 103 выделяет и маркирует двоичные изображения в области образования перемычек. На шаге St10 средство 109 производит оценку двоичных изображений. Если двоичные изображения в области образования перемычек имеют в продольном направлении с обеих сторон пустоты и отношение ширины к длине, равное 0,2÷0,5, обнаруженное двоичное изображение принимается за перемычку. В противном случае считается, что двоичное изображение перемычкой не является. На шаге St11 средство 109 производит регистрацию перемычки, порядкового номера кадра видеосъемки на котором эта перемычка зарегистрирована и времени ее возникновения. Если при оценке на шаге St10 определяется, что двоичное изображение не является перемычкой, ее регистрация блокируется.
Далее на шаге St12 средством 110 производится определение частоты образования перемычек путем определения количества возникших перемычек в единицу времени.
На шаге St13 средством 111 определяется тип сварки. Оцениваемая сварка происходит по типу 2', если частота образования перемычек не выходит за установленные по умолчанию пределы.
На шаге St14 средство 112 определяет интервал между последовательными перемычками Δ по выражению
Δ=(Ki+1-Ki)/F,
где Ki - последовательный номер кадра, на котором была обнаружена перемычка под номером i,
Ki+1 - последовательный номер кадра, на котором была обнаружена перемычка под номером (i+1),
F - частота кадров при видеосъемке, кадр/с.
Средство 113 на шаге St15 определяет за интервал времени t общее количество образовавшихся перемычек N, на шаге St16 - количество перемычек n1, возникших после предыдущей с интервалом времени, превышающим установленное заранее верхнее допустимое пороговое значение, количество перемычек n2, возникших после предыдущей с интервалом времени ниже установленного заранее нижнего допустимого порогового значения. На шаге St17 средство 113 определяет отношения n1/N и n2/N.
На шаге St18 производится сравнение отношений n1/N и n2/N с соответствующим для каждой величины верхним P1 или нижним Р2 пороговым значением. Средство 114 снижает сварочный нагрев, в случае если n1/N>P1, или повышает сварочный нагрев, в случае, если n2/N>P2.
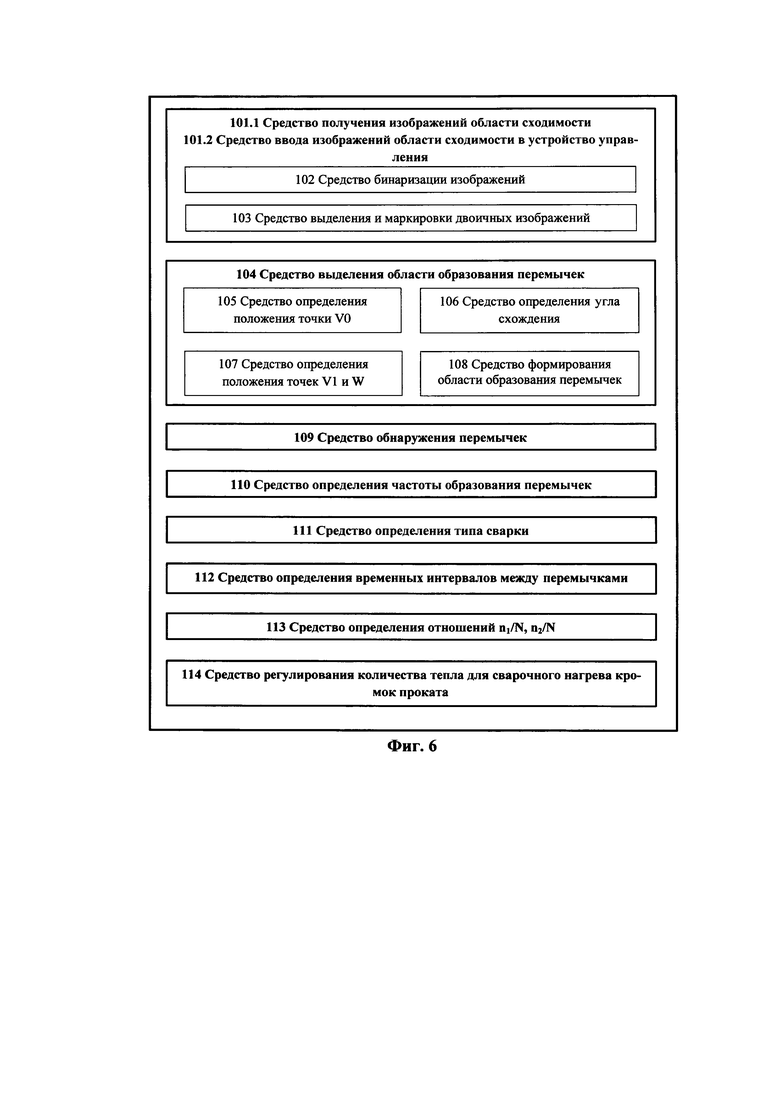
На фиг. 6 приведена функциональная схема предлагаемого устройства управления высокочастотной сваркой труб.
Средство 101.1 предназначено для получения изображений области V-символьной сходимости, которые средством 101.2 передаются в устройство управления. В получаемых изображениях V-символьной сходимости отображаются области с высокой температурой и яркостью.
Устройство может дополнительно содержать средство 102 бинаризации изображения и средство 103 выделения и маркировки двоичных изображений.
Средство 102 бинаризации изображения присваивает пикселю значение «1» или «0», если его яркость выше или ниже предела порогового значения.
Средство 103 выделения и маркировки двоичных изображений связывает в одну область пиксели с одинаковым пиксельным значением «1». Средство 103 определяет позицию извлеченного двоичного изображения, его ширину и длину, считывает данные двоичного изображения, производит обработку меток и заносит результат в оперативную память, а также прикрепляет маркер к каждому двоичному изображению.
Средство 104 выделения области образования перемычек может включать в себя средства 105, 106, 107 и 108. Средство 105 определяет положение точки V0, как точки пересечения прямых линий, максимально приближенных к контурам свариваемых кромок. Средство 106 определяет угол схождения между этими линиями. Средство 107 на продолжении биссектрисы угла схождения проходящей через точку V0 в сторону сварочной клети определяет положение точки V1, в которой кромки входят в контакт друг с другом, и точки сварки W, где заканчивается сварочная щель. Средство 108 формирует прямоугольную область в качестве области образования перемычек так, что продолжение биссектрисы является продольной осью прямоугольника.
Средство 109 обнаруживает перемычки, которые могут быть представлены в виде области двоичных изображений в зоне обнаружения перемычек, имеющие с обеих продольных сторон изображений пустоты (пробелы) и оценивает соотношение сторон двоичных изображений. За счет этого исключается регистрация в качестве перемычек искр, возникающих при сварке на промежуточном типе. При обнаружении перемычек средство 109 может регистрировать также порядковый номер кадра видеосъемки, на котором эта перемычка была обнаружена и, с учетом известной частоты кадров при видеосъемке, время обнаружения перемычек.
Средство 110 определения частоты образования перемычек измеряет частоту возникновения перемычек в единицу времени.
Средство 111, сравнивая частоту возникновения перемычек с заданными пределами, определяет тип сварки.
Средство 112 определяет интервал времени между возникающими друг за другом перемычками.
Средство 113 определения значений n1/N, n2/N за интервал времени t определяет общее количество перемычек N, количество перемычек n1, возникших после предыдущей с интервалом времени, превышающим установленное заранее верхнее допустимое пороговое значение, количество перемычек n2, возникших после предыдущей с интервалом времени ниже установленного заранее нижнего допустимого порогового значения.
Средство 114 корректировки сварки оценивает значения n1/N и n2/N, полученные от средства 113, и проводит корректировку сварки, снижая сварочный нагрев при превышении значения n1/N заданного верхнего предела P1 или повышая сварочный нагрев при превышении значения n2/N заданного нижнего предела Р2.
Предлагаемые способ и устройство регулирования процесса контактной стыковой сварки стальных электросварных труб с нагревом свариваемых кромок токами высокой частоты прошли опытное опробование в трубоэлектросварочном цехе АО «Выксунский металлургический завод» при сварке труб размером 325×8 мм из стали 09ГСФ.
В качестве устройства формирования изображения использовалась камера FASTEC IL3 с полосовым светофильтром (900 нм), которая при разрешении 750×300 обеспечивала съемку с частотой 2700 кадр/с. Перед видеосъемкой проводилась дополнительная настройка подачи жидкости, охлаждающей сварочные валки, и воздуха для обдува зоны сварки для того, чтобы образующийся пар и жидкость на шве не мешали съемке. Обработка информации осуществлялась с помощью ПК с процессором Intel Core i7-7700K 4,2 ГГц, 4 ядра, ОЗУ 16 Гб, Windows 10×64.
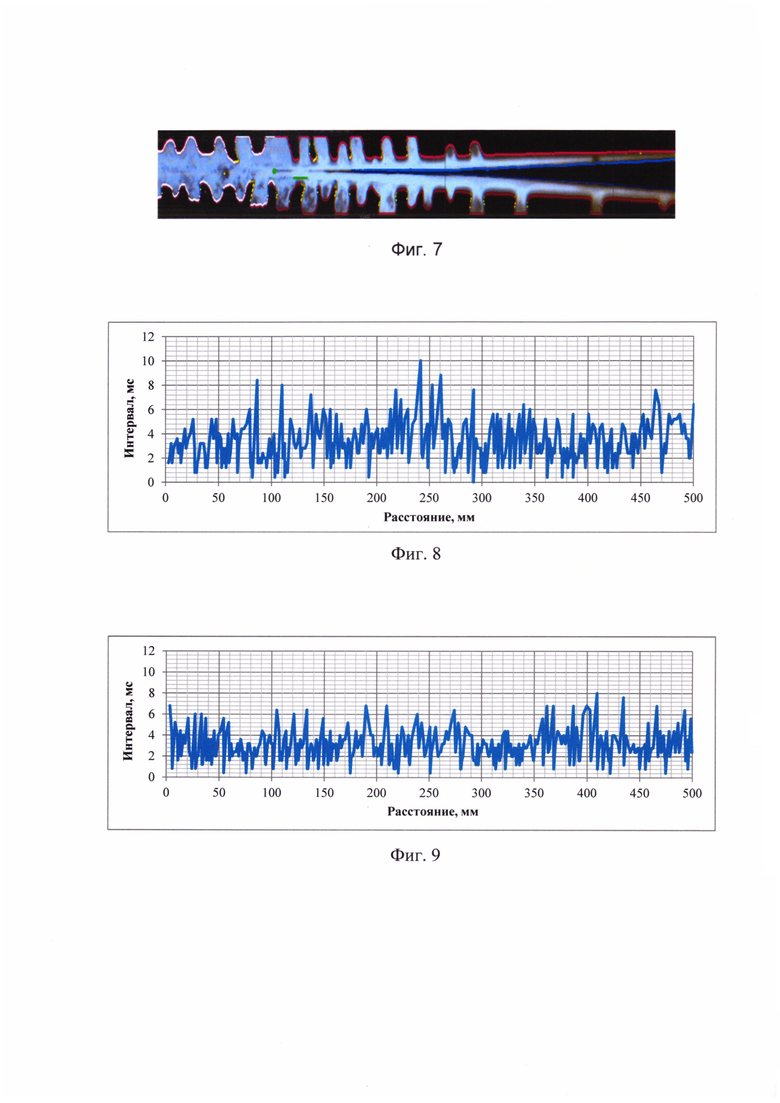
На фиг. 7 показан обработанный кадр видеоизображения, на котором красным цветом выделены внешние границы шва, синим цветом - выделены торцы свариваемых кромок, зеленым цветом отмечены точка сварки W и сварочная перемычка (ниже сварочного зазора), серым цветом отмечена зона определения V0 и угла схождения кромок.
На фиг. 8 приведен график изменения интервалов между перемычками при сварке труб в соответствии с прототипом на типе 2'. Частота возникновения перемычек составила в этом случае 327 Гц. При установленных значениях верхнего допустимого порогового значения 7 мс и нижнего допустимого порогового значения 1 мс, рассчитанные ПК значения n1/N и n2/N составили соответственно 2,8 и 6%. При сварке труб по заявляемому решению для снижения величины n1/N сварочная мощность была понижена. График изменения интервалов между перемычками при сварке труб в соответствии с заявляемым решением показан на фиг. 9. Сварка и в этом случае происходила по типу 2' при средней частоте образования перемычек 341 Гц. Значения n1/N и n2/N при этом составили соответственно 0,6 и 8%.
Результаты испытаний сварного соединения труб на растяжение, сплющивание и загиб удовлетворительны для обоих режимов. При испытаниях сварного соединения труб на ударный изгиб KCU-60 средние значения ударной вязкости составили при сварке по прототипу 231 Дж/см, а при сварке по предлагаемому решению 269 Дж/см2, при стандартных отклонениях, соответственно равных 33,1 и 7,5 Дж/см. Таким образом, несмотря на то, что частоты образования перемычек достаточно близки и оба сварочных режима относятся к типу 2', значения ударной вязкости шва, сваренного по прототипу нестабильны. На нестабильность режима при сварке по прототипу указывало и повышенное значение величины превышения верхнего допустимого порогового значения 7 мс, равное 2,8%. При снижении этого показателя качество шва улучшилось. Таким образом, предлагаемое решение, включающее, по сравнению с прототипом, определение и оценку интервалов между образованием последовательных перемычек и соответствующую корректировку сварки, позволило повысить качество сварных соединений труб, свариваемых токами высокой частоты.
Изобретение может быть промышленно использовано в производстве стальных электросварных хладостойких труб нефтегазового сортамента.
Источники информации
1. Патентная заявка JP 2009255132 Япония. ELECTRIC WELDING SYSTEM / ОКАВЕ YOSHITOMO, KAWABATA YOSHIKAZU, TOYODA SHUNSUKE и др. Опубл. 05.11.2009.
2. Патент ЕР 2839919. ELECTRIC RESISTANCE WELDING OPERATION MANAGEMENT DEVICE, ELECTRIC RESISTANCE WELDING OPERATION MANAGEMENT METHOD, AND COMPUTER PROGRAM / HASEGAWA NOBORU, FUKAMI TOSHISUKE, MIZUHASHI NOBUO, HAMATANI HIDEKI и др. Опубл. 25.02.2015.
3. Патентная заявка JP2016078056 Япония. ELECTRO RESISTANCE WELD OPERATION MANAGEMENT DEVICE AND ELECTRO RESISTANCE
WELD OPERATION MANAGEMENT METHOD / HASEGAWA NOBORU, KARUBE YOSHIFUMI, UEDA MANABU, IIJIMA MUNEHIRO. Опубл. 16.05.2016.
4. Toshisuke FUKAMI, Nobuo MIZUHASHI, Hideki HAMATANI, Noboru HASEGAWA «Разработка новых методов инспекции для труб, сваренных электрической контактной сваркой токами высокой частоты (HF-ERW)», Nippon Steel & Sumitomo Metal Corporation, Japan, OSAKA, TUBE & PIPE, 2015.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом высокочастотной сварки трубной заготовки | 2020 |
|
RU2750921C1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU994182A1 |
| Способ изготовления труб | 1971 |
|
SU442632A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| "Способ высокочастотной сварки полос внахлестку и установка для его осуществления | 1977 |
|
SU740441A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Кондуктор для высокочастотной сварки | 1981 |
|
SU948580A1 |
Группа изобретений может быть использована при производстве стальных электросварных труб нагревом токами высокой частоты. При управлении процессом регулируют количество тепла, необходимого для сварочного нагрева кромок стального рулонного проката. Осуществляют получение видеоизображений области сходимости кромок в виде символа V, которые входят в контакт друг с другом в точке физического схождения (V1). Выделяют область образования перемычек по входным изображениям для определения узкой области, содержащей сварочную щель между точкой (V1) и точкой сварки (W). Определяют частоту образования перемычек и типа сварки, обусловленного количеством вводимого тепла в зависимости от частоты образования перемычек. После сравнения полученных значений с соответствующими значениями по умолчанию дополнительно определяют интервалы времени между образованием перемычек, далее за период времени t определяют общее количество возникших перемычек N, количество перемычек n1, возникших с временным интервалом, превышающим верхний допустимый предел, и количество перемычек n2, возникших с временным интервалом, меньшим нижнего допустимого предела. С учетом полученных данных корректируют сварочный нагрев кромок. Технический результат заключается в обеспечении высоких и стабильных значений ударной вязкости сварного соединения труб. 2 н. и 5 з.п. ф-лы, 9 ил.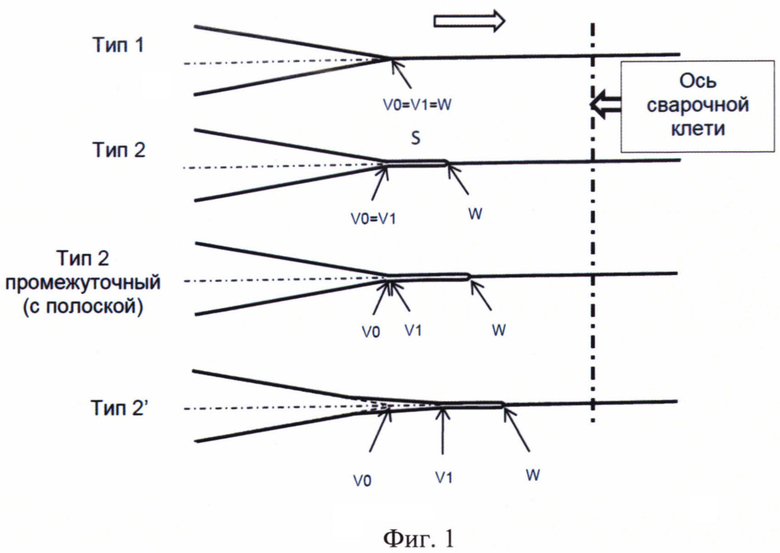
1. Способ управления процессом высокочастотной сварки труб, включающий регулирование количества тепла, необходимого для сварочного нагрева кромок стального рулонного проката, при этом осуществляют:
- получение видеоизображений области сходимости, в которой упомянутые кромки сходятся в виде символа V и входят в контакт друг с другом в точке физического схождения (V1), ввод полученных изображений в устройство управления,
- выделение области образования перемычек по входным изображениям для определения узкой области, содержащей сварочную щель, проходящую между точкой физического схождения (V1) и точкой сварки (W), в которой кромки рулонного проката свариваются и сварочная щель заканчивается,
- обнаружение перемычек в выделенной области их образования,
- определение частоты образования перемычек,
- определение типа сварки, обусловленного количеством вводимого тепла при сварочном нагреве, в зависимости от частоты образования перемычек, и проведение сравнения полученных значений с соответствующими значениями по умолчанию,
отличающийся тем, что дополнительно определяют интервалы времени между образованием перемычек,
далее за период времени t определяют общее количество возникших перемычек N, количество перемычек n1, возникших с временным интервалом, превышающим верхний допустимый предел, и количество перемычек n2, возникших с временным интервалом, меньшим нижнего допустимого предела,
после чего определяют отношения n1/N, n2/N, сопоставляют их с установленными верхним P1 и нижним Р2 пороговыми значениями и корректируют сварочный нагрев кромок, при этом, если n1/N>P1, то снижают сварочный нагрев, а если n2/N>P2, то повышают сварочный нагрев.
2. Способ по п. 1, отличающийся тем, что в процессе выделения области образования перемычек по входным изображениям определяют положение:
- точки геометрического схождения (V0), которая представляет собой точку пересечения линий, геометрически приближенных в окружном направлении к кромкам рулонного проката, сходящимся в форме символа V, и угол схождения между этими линиями,
- точки физического схождения (V1) и точки сварки (W) на продолжении в сторону сварочной клети биссектрисы угла схождения.
3. Способ по п. 1 или 2, отличающийся тем, что в процессе обнаружения перемычек выполняют обработку двоичных изображений в области образования перемычек, при этом принимают решение о наличии перемычки, если двоичное изображение имеет пустоты с обеих его сторон в продольном направлении и соотношение ширины к длине анализируемого двоичного изображения соответствует диапазону 0,2÷0,5.
4. Способ по любому из пп. 1-3, отличающийся тем, что количество перемычек N, n1 и n2 определяют за период времени t, составляющий не менее 0,5 с.
5. Устройство для управления процессом высокочастотной сварки труб, содержащее:
- средство регулирования количества тепла, необходимого для сварочного нагрева кромок стального рулонного проката,
- средство получения изображений области сходимости, в которой упомянутые кромки сходятся в форме символа V и входят в контакт друг с другом в точке физического схождения (V1), средство ввода полученных изображений в устройство управления,
- средство выделения области образования перемычек, предназначенное для определения узкой области, содержащей сварочную щель, проходящую между точкой физического схождения (V1) и точкой сварки (W), в которой кромки рулонного проката свариваются и сварочная щель заканчивается,
- средство обнаружения перемычек, возникающих в области их образования,
- средство измерения частоты образования перемычек,
- средство определения типа сварки, обусловленного количеством вводимого тепла при сварочном нагреве, в зависимости от частоты образования перемычек, и сравнения полученных значений с соответствующими значениями по умолчанию,
отличающееся тем, что оно дополнительно содержит:
- средство определения интервалов времени между образованием перемычек,
- средство определения общего количества перемычек N, возникших за установленный период времени t, количества перемычек n1, возникших с интервалом времени, превышающим верхний допустимый предел, количества перемычек n2, возникших с интервалом времени, меньшим нижнего допустимого предела, и расчета отношений n1/N и n2/N,
а упомянутое средство регулирования количества тепла выполнено с возможностью снижения сварочного нагрева при значении n1/N, превышающем заданный верхний пороговый предел Р1, и повышения сварочного нагрева при значении n2/N, превышающем заданный нижний пороговый предел Р2.
6. Устройство по п. 5, отличающееся тем, что средство ввода изображений области сходимости содержит:
- средство бинаризации изображений и
- средство выделения и маркировки обнаруженных бинарных двоичных изображений, полученных с помощью средства бинаризации.
7. Устройство по п. 5 или 6, отличающееся тем, что средство выделения области образования перемычек содержит:
- средство определения положения точки геометрического схождения (V0), которая представляет собой точку пересечения линий, геометрически приближенных в окружном направлении к кромкам проката, сходящимся в форме символа V,
- средство определения угла схождения между линиями, геометрически приближенными в окружном направлении к кромкам проката, сходящимся в форме символа V, и
- средство определения положения точки физического схождения (V1) и точки сварки (W) на продолжении в сторону сварочной клети биссектрисы угла схождения.
| JP 2016078056 A, 16.05.2016 | |||
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1590283A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

