Настоящее изобретение относится к области строительства трубопроводов и, в частности к устройствам сварочного оборудования для агвтоматической дуговой сварки отводов.
Известны установки для автоматической дуговой сварки отводов, содержащие вращатели изделия, сварочную головку, эксцентрик, воздействующий на сварочную головку и осуществляющий ее вертикальное перемещение относительно свариваемого изделия, и привод вращателя изделия, являющийся одновременно приводом вращения эксцентрика.
Однако на этой установке можио сваривать изделия одного диаметра, так как эксцентрик выполнен по форме свариваемого изделия.
Цель настоящего изобретения заключается в создании такой установки, на которой можно было бы сваривать отводы разных днаметров.
Достигается это тем, что эксцентрик имеет эллипсность, соответствующую биению поверхности свариваемого изделия, и связан со сварочной головкой с помощью двуплечего рычага, Причем привод эксцентрика выполнен в виде многоступенчатого шкива, установленного на валу вращателя изделия, а каждая ступень шкива соответствует диаметру -свариваемого изделия.
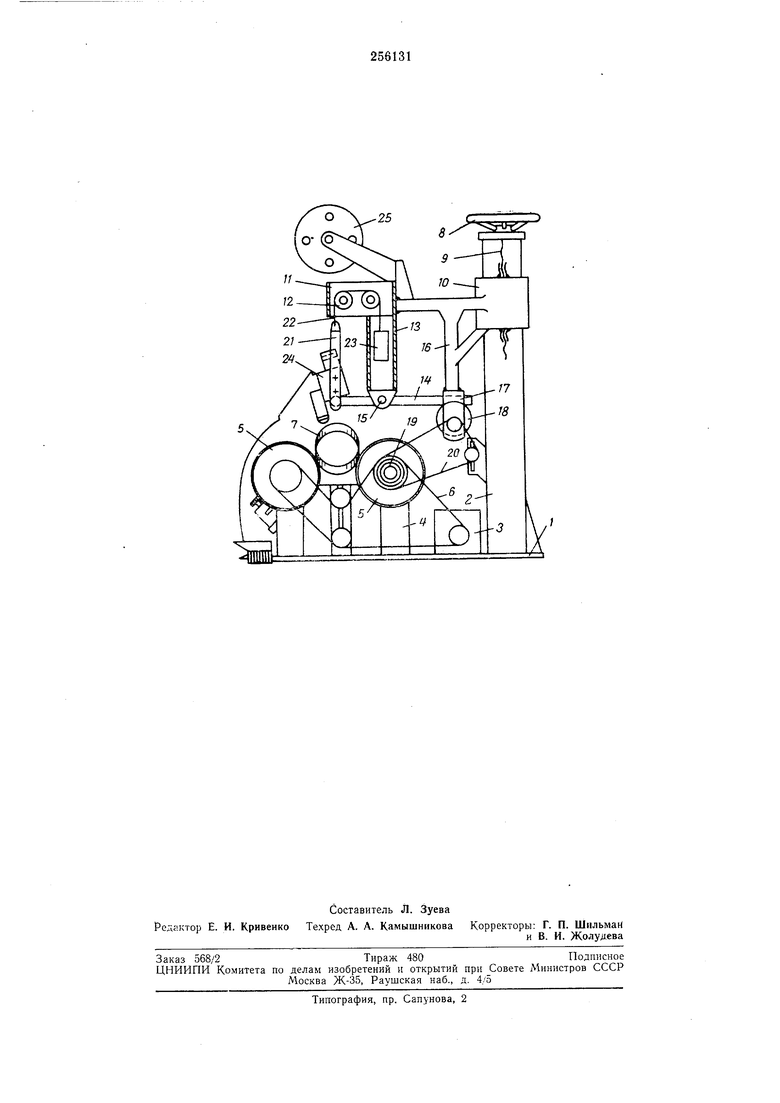
На чертеже изображена предлагаемая установка.
На основании / установлены колонна 2, редуктор 3 и рама вращателя 4.
На раме вращателя смонтированы две лары роликов 5, приводимые от редуктора 3 передачей 6. На ролики устанавливается предварительно схваченный отвод 7.
На колонне нри помощи маховика 8 н винта 9 вертикально перемещается траверса 10. На конце траверсы смонтирована коробка // с блоками 12, к нижней части которой приварена направляющая 13, служащая одновременно и кронщтейном двуплечего рычага 14, поворачивающегося вокруг шарнира 15.
В средней части траверсы установлена вертикальная стойка 16, заканчивающаяся вилкой 17, в которую входит рычаг 14.
В вилке установлен эксцентрик 18, взаимодействующий с одним концом рычага 14. Эллипсность эксцентрика соответствует биению верхней поверхности отвода при его вращении.
Поскольку увеличение большой оси эллипса при сечении трубы под Z.15° незначительно и колеблется в пределах 2-4 мм, а угол сечения труб и расстояние между роликами вращателя постоянно, эллипсность эксцентрика практически является величиной постоянной.
Приводится в действие эксцептрик от ступенчатого шкива 19 через передачу 20. К другому концу рычага 14 шарнирно прикреплена вертикальная балка 21, к которой присоединен трос 22, огибающий блоки 12 и заканчивающийся грузом 23. К вертикальной балке 21 прикреплена сварочная головка 24. Сверху на траверсе 10 установлена катушка 25 со сварочной проволокой.
Работа установки. Предварительно схваченный отвод 7 устанавливается на ролики 5 в положение, соответствующее положению эксцентрика 18. Маховиком 8 в зависимости от диаметра свариваемых труб устанавливают высоту траверсы 10, а следовательно, и положение сварочной головки 24 относительно отвода по высоте.
Привод эксцентрика - передачу 20 устанавливают на одну из ступеней шкива 19, соответствующую диаметру свариваемых труб.
Из катущки 25 заправляется проволока в тянуп1,ие ролики сварочной головки 24.
Включается двухступенчатая педаль. При включении первой ступени открывается электромагнитный клапан подачи газа в зону горения дуги и эта ступень включает соответствующее реле, которое замыкает цепь управления магнитного пускателя привода роликоопоры. В этот момент сварщик включает электродвигатель, который через редуктор 3 и передачу 6 приводит во вращение ролики 5 и уложенный сегментный отвод 7 или заготовку (сегмепт и стакан).
При нажатии педали до упора включается вторая стуПень, производится подача проволоки в рабочую зону горения дуги, и одновременно включается сварочный ток.
Начинается сварочный процесс.
Во время сварочного процесса сварщик при помощи реостата плавно изменяет скорость подачи проволоки, а также регулирует направление движения электрода по поперечному периметру стыка свариваемого отвода.
Когда сварка закончена, сварщик опускает двухступенчатую педаль, в результате чего прекращается лодача проволоки, обдувание газом зоны горения дуги продолжается около 0,8 сек, которые требуются для качественного формирования окончания щва.
Вращение роликов 5 прекращается автоматически и они останавливаются в первоначальном зафиксированном положении.
Сваренный отвод снимается с роликов и предъЯВляется наружному контролю.
Повторный процесс сварки осуществляется выщеизложенным способом.
Копирование сварочной головкой 24, свариваемого щва осуществляется вращающимся эксцентриком 18, воздействующим на рычаг 14, прижимаемый к эксцентрику грузом 23 через трос 22 и вертикальную бал-ку 21. При повороте рычага 14 вокруг щарнира 15 поднимается щарнирно соединенная с ним вертикальная балка 21 со сварочной головкой 24.
Предмет изобретения
Установка для автоматической дуговой сварки отводов, содержащая вращатель изделия, сварочную головку, эксцентрик, воздействующий на сварочную головку и осуществляющий ее вертикальное перемещение относительно свариваемого изделия, и привод вращателя изделий, являющийся одновременно приводом вращения эксцентрика, отличающаяся тем, что, с целью обеспечения постоянной скорости перемещения изделия относительно электрода, сохранения расстояния между ними и расширения диапазона диаметров свариваемых изделий, экцентрик имеет эллипсность, соответствующую биению поверхности отвода, и связан со сварочной головкой с помощью двуплечего рычага, причем привод эксцентрика выполнен в виде многоступенчатого щкива, установленного на .валу вращателя изделия, а каждая ступень щкива соответствует диаметру свариваемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| Стенд для сварки цилиндрических изделий | 1980 |
|
SU889360A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |