Изобретение относится к области обработки деталей поверхностным пластическим дефор,шрованием и применяется в машиностроении для чистовой обработки крупномодульных зубчатых колес.
Известны устройства для обработки слож ых поверхностей. 1-1едостатком этих устройств яв;1яется проскальзывание валков по обкатываемой поверхности зубьев и необходимость применения больших усилий для эффективной деформации.
Предлагаемое устройство отличается от известного тем, что, с целью создания онтимальиого режима обкатки например, при обработке зубьев крупномодульных шестерен, стройство снабжено опорными роликами, выполненными в форме усечеиных конусов и взаимодействующими с рабочими роликами таким образом, что образующие каждой пары роликов иерееекаются в общей точке. Ролики установлены в рычагах, подпружиненных R нанравленин нормали к обрабатываемой поверхности зубьев.
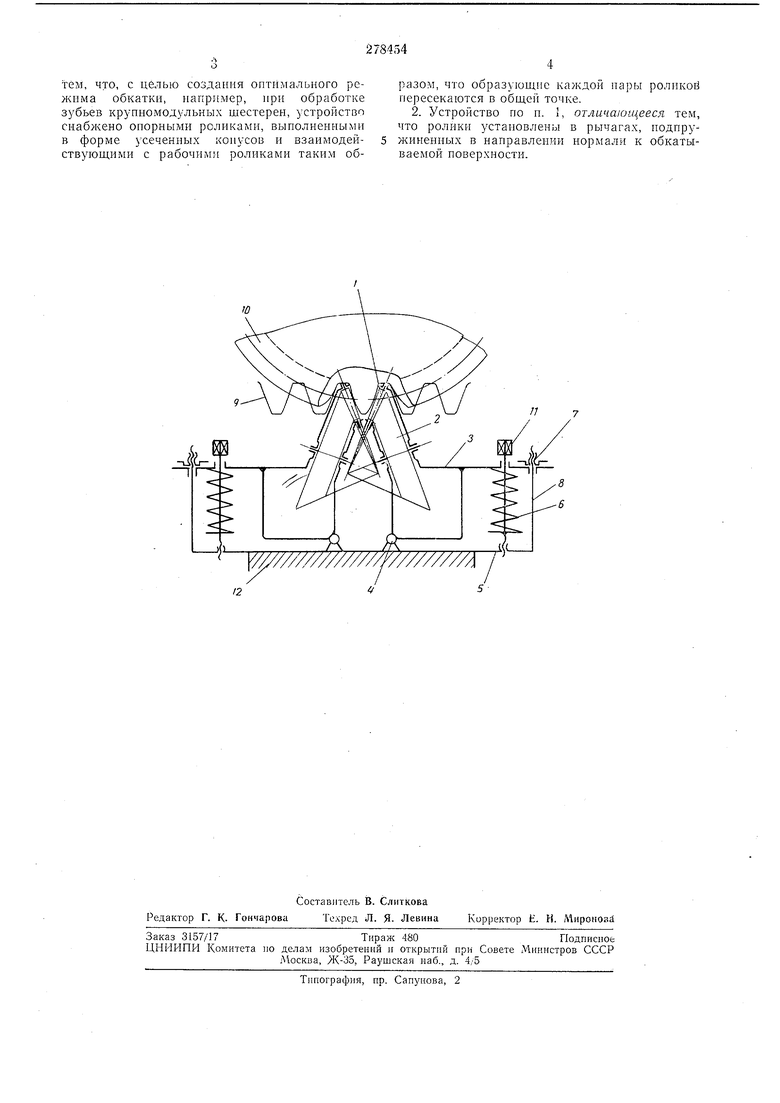
lia чертеже схематически изображено описываемое устройство.
Рабочие / и опорные 2 ролики попарно установлены в рычагах 3. Рычагн соединены осями 4 с корпусом 5 устройства. Пружины б отжимают рычаги до уиора в гайки 7, навернутые на шнильки 8.
Конусность рабочих и опорных ролнков нодобрана таким образом, что образующие каждой пары иерееекаются в общей точке. Образующие рабочих роликов устанавливаются
вдоль формнрующих кромок контура исходной рейки 9 и охватывают зуб обрабатываемой шеетерни 10. Положенне рабочнх роликов р плоскости, нерпендикулярной чертежу, фнкснруется опорами из антифрикционного материала (на чертеже не показаны).
Гайки регулируются так, чтобы в момеит соирикосновения роликов е шестерней между ними и рычагами образовался гарантированный зазор 0,5-1 мм. Усилие обкатки создается сжатием пружин болтали //.
Во время нрямого и обратного хода нолзуиа 12 перпендикулярно плоскости чертежа гюлнки / прокатываются вдоль образующих зуба шестерни 10 и оставляют на его поверхности два деформированных следа. По мере иодачн стола станка с шестерней W нроисходит процесс огибаиия эвольвентного нрофиля зуба роликами и ностененно обрабатывается вся рабочая новерхность зубьев шестерни.
25
Предмет и з о б р е т е н н я
тем, что, с целью создания оптимального режима обкатки, например, нри обработке зубьев крупномодульных шестерен, устройство снабжено опорными роликами, выполненными в форме усеченных конусов и взаимодействующими с рабочими роликами таким образом, что образующие каждой нары ролнкой пересекаются в общей точке.
2. Устройство по п. I, отличающееся тем, что ролики установлены в рычагах, подпружиненных в направлении нормали к обкатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ Г.ТАНОК | 1973 |
|
SU369988A1 |
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| Устройство для обработки трохо-идальных поверхностей" | 1972 |
|
SU454987A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ КРУПНОМОДУЛЬНЫХ ЧЕРВЯКОВ РОЛИКОМ | 1970 |
|
SU274617A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС (ВЕНЦОВ) МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1998 |
|
RU2137848C1 |
| Станок для перфорации труб | 1984 |
|
SU1177075A1 |
| Устройство для упрочнения зубчатыхКОлЕС | 1977 |
|
SU714715A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
W////////////r/////////A
