Известные устройства для обкатки крупномодульных червяков роликами с выпуклыми образующими, связанными кинематически жестко таким образом, что взаимное движение ролика и червяка имитирует работу колеса и червяка в передаче, неуниверсальны и сложны в переналадке. Кроме того, условия обкатки в них не позволяют интенсифицировать процесс упрочнения.
Предлагаемое устройство для увеличения интенсивности деформации поверхностного слоя металла выполнено в виде шарнирного параллелограмма, на одном рычаге которого выполнен ролик, свободно вращающийся на оси, а на другом - кулачок, контактирующий с одной из сторон двустороннего копира, закрепленного на суппорте. Из двух других сторон параллелограмма одна является винтом, гайка которого смонтирована на суппорте, а другая несет силовой механизм, создающий необходимое усилие обкатки, и механизм переключения обработки с одной стороны профиля на другую.
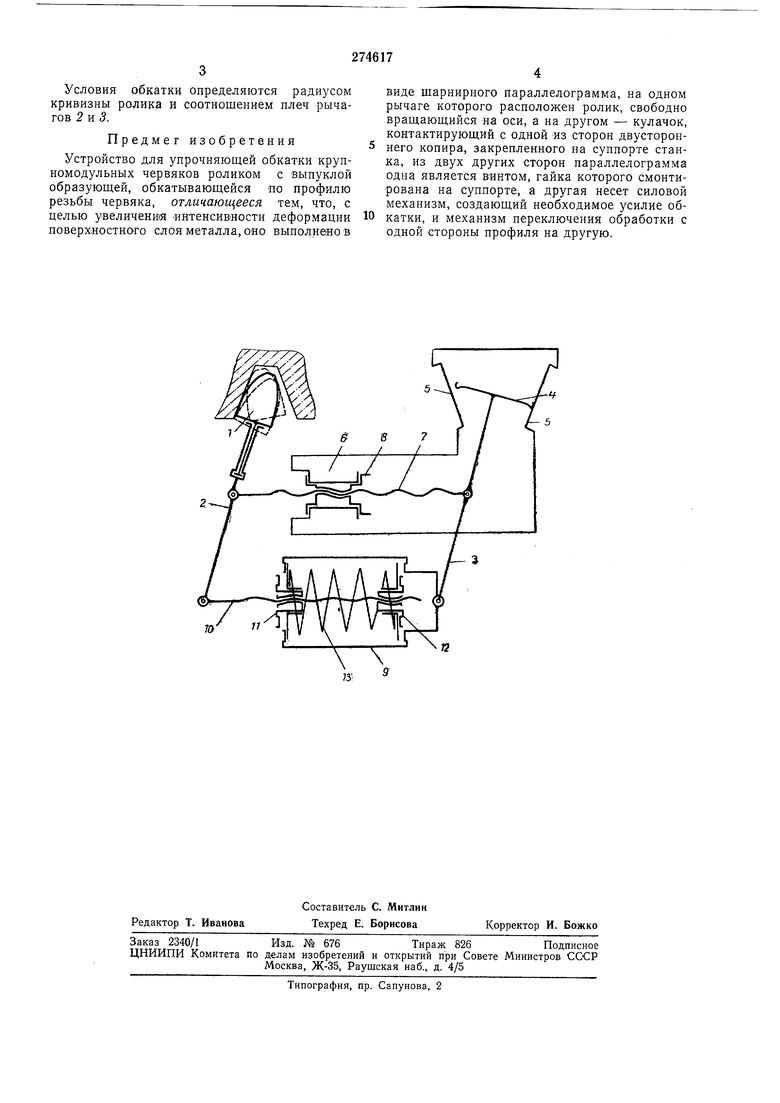
На чертеже показана схема работы устройства.
Пальцевый ролик / установлен на рычаге 2, представляющем собой одно из плеч щарнирного параллелограмма. На втором плече параллелограмма - рычаге .3 - расположен
кулачок 4, контактирующий с одной из сторон двустороннего копира 5, закреплепного на суппорте 6 станка. Середины рычагов 2 и 3 щарнирно соединены винтом 7, гайка 8 которого также закреплена на суппорте 6. Сторона параллелограмма, параллельная винту 7, несет силовой механизм, содержащий стакан 9, в котором смонтированы винт 10, две гайки 11 к 12 И пружина 13.
Устройство работает следующим образом.
Ролик 1 вводится в контакт с одной из сторон профиля червяка, например правой. При этом усилие пружины 13 через гайку 11 и винт 10 передается па ролик /. Второй торец
прз-жины 13 через стакан 9 прижимает рычаг 5 с кулачком 4 к копиру 5.
При вращении червяка устройство, закрепленное на суппорте 6 станка, перемещается вдоль оси червяка со скоростью, соответствующей ходу нарезки. После каждого прохода вращением гайки 8 винт 7 перемещается вдоль своей оси. При этом изменяются углы параллелограмма, и профиль ролика огибает профиль обрабатываемого витка.
Для обкатки левой стороны профиля гайки // и 12 смещают по винту 10 вправо. Рычаг 3 с кулачком 4 касается левого профиля копира 5, ролик / - левой стороны профиля витка червяка. Вся система упруго замкнута.
Условия обкатки определяются радиусом кривизны ролика и соотношением плеч рычагов 2 и 5.
Предмет изобретения
Устройство для упрочняющей обкатки крупномодульных червяков роликом с выпуклой образующей, обкатывающейся по профилю резьбы червяка, отличающееся тем, что, с целью увеличения «нтенсивиости деформации поверхностного слоя металла, оно выполнено в
виде шарнирного параллелограмма, на одном рычаге которого расположен ролик, свободно вращающийся на оси, а на другом - кулачок, контактирующий с одной из сторон двустороннего копира, закрепленного на суппорте станка, из двух других сторон параллелограмма одна является Винтом, гайка которого смонтирована на суппорте, а другая несет силовой механизм, создающий необходимое усилие обкатки, и механизм переключения обработки с одной стороны профиля на другую.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ КРУПНЫХ РЕЗЬБ И АРХИМЕДОВЫХ ЧЕРВЯКОВ РОЛИКАМИ | 2011 |
|
RU2516195C2 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| •СЕСОЮЗНАЯ ffATEHTW-TEXl'i-'JECHAH | 1973 |
|
SU381480A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Копировально-фрезерный станок | 1983 |
|
SU1117213A1 |
| Станок для шероховки изношенных покрышек | 1978 |
|
SU716866A1 |
