Изобретение отиосится к области меха.нической обработки и .предназначено для сверления линейных рядов отверстий, например, в трубных досках или перегородках различных теплообменных аппаратов.
Известны многошпиндельные головки к радиально-сверлильным станкам, осуществляющим параллельно-последовательную обработку линейных рядов отверстий, связанные со сдвоенным шарнирно-рычажным параллелограммом, закрепленным на неподвижной стойке. Подъем многошпиндельной головки в известных устройствах осуществляется при помощи противовеса.
Иедостатком известных устройств является невозможность поворота головки, а также перемещение параллелограмма относительно обрабатываемой поверхности, что не позволяет осуществить настройку на любой линейный ряд отверстий без перемещения обрабатываемой детали.
Целью изобретения является повышение производительности и облегчения условий труда путем обеспечения поворота головки и перемещения параллелограмма относительно обрабатываемой поверхности. Для этого первое звено шарнирного параллелограмма выполнено в виде сектора с круговыми пазами и связано со шпиндельной кареткой через уравновешивающую подвеску, а последнее звено
связано с перекидной рамкой, которая позволяет удвоить поверхность обработки без перестановки изделий. Для автоматизации подъема головки после
выключения рабочей подачи уравновешивающая нодвеска выполнена пневматической.
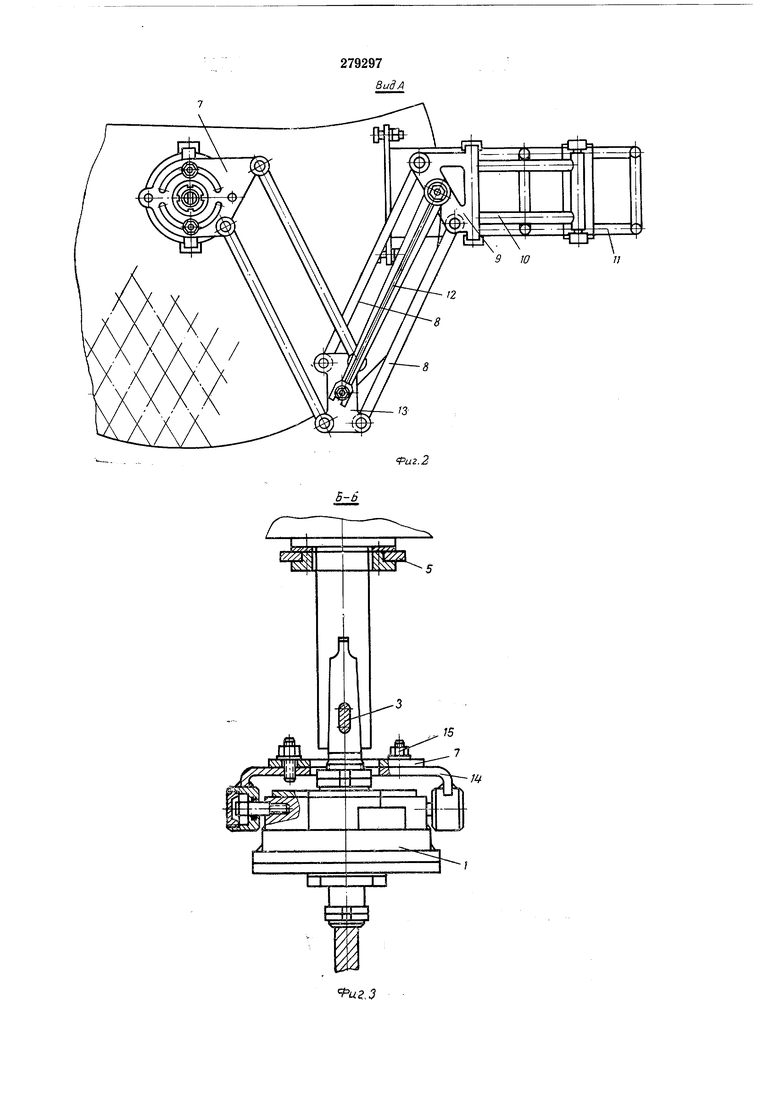
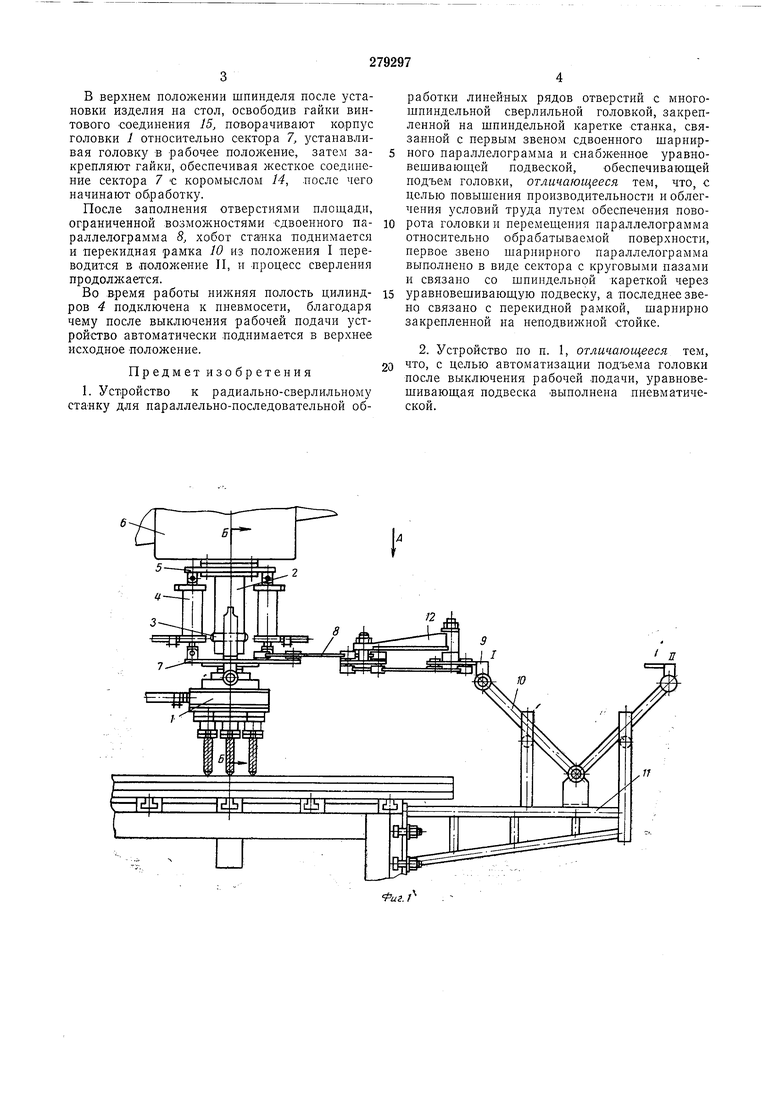
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид А без уравновешивающей подвески; на фиг. 3 - разрез по Б - Б фиг. 1.
Устройство содержит многошпиндельную головку 1, закрепленную в шпинделе станка 2 клином 3, уравновешивающую подвеску, состоящую из двух пневмоцилиндров 4, корпуса
которых шарнирло связаны при помощи поворотного фланца 5 со шпиндельной кареткой станка 6, а штоки - с сектором 7, являющимся первым звеном сдвоенного шарнирно-рычажного параллелограмма 8, который через
последнее звено 9 шарнирно прикреплен к перекидной рамке 10, связанной шарнирно с неподвижным кронштейном 11. С целью ужесточения рычажной системы в нее введен поддерживающий рычаг 12, установленный между
последним 9 и средним 13 звеньями. Головка 1 щарнирно соединена с коромыслом 14, связанным с сектором 7 при помощи винтового соединения 15.
В верхнем положении шнинделя носле установки изделия на стол, освободив гайки винтового соединения 15, поворачивают корпус головки 1 относительно сектора 7, устанавливая головку в -рабочее полол :ение, затем закрепляют гайки, обеспечивая жесткое соединение сектора 7 с коромыслом 14, .после чего начинают обработку.
После заполнения отверстиями площади, ограниченной возможностями СДвоенного параллелограмма 8, хобот статка поднимается и перекидная рамка 10 из иололсения I переводится в .положение II, и .процесс сверления продолжается.
Во время работы нижняя полость цилиндров 4 подключена к пневмосети, благодаря чему после выключения рабочей подачи устройство автоматически поднимается в верхнее исходное положение.
Предметизобретения
1. Устройство к радиальио-сверлильному станку для параллельно-последовательной обработки линейных рядов отверстий с многошпиндельной сверлильной головкой, закрепленной на шпиндельной каретке станка, связанной с первым звеном сдвоенного шарнирного параллелограмма и снабженное уравновешиваюш,ей подвеской, обеспечиваюш,ей подъем головки, отличающееся тем, что, с целью повышения производительности и облегчения условий труда путем обеспечения поворота головки и перемещения параллелограмма относительно обрабатываемой новерхности, первое звено шарнирного параллелограмма выполнено в виде сектора с круговыми пазами и связано со шпиндельной кареткой через уравновешивающую подвеску, а последнее звено связано с перекидной рамкой, шарнирно закрепленной на неподвижной стойке.
2. Устройство по п. 1, отличающееся тем, что, с целью автоматизации подъема головки после выключения рабочей .подачи, уравновешивающая подвеска выполнена пневматической.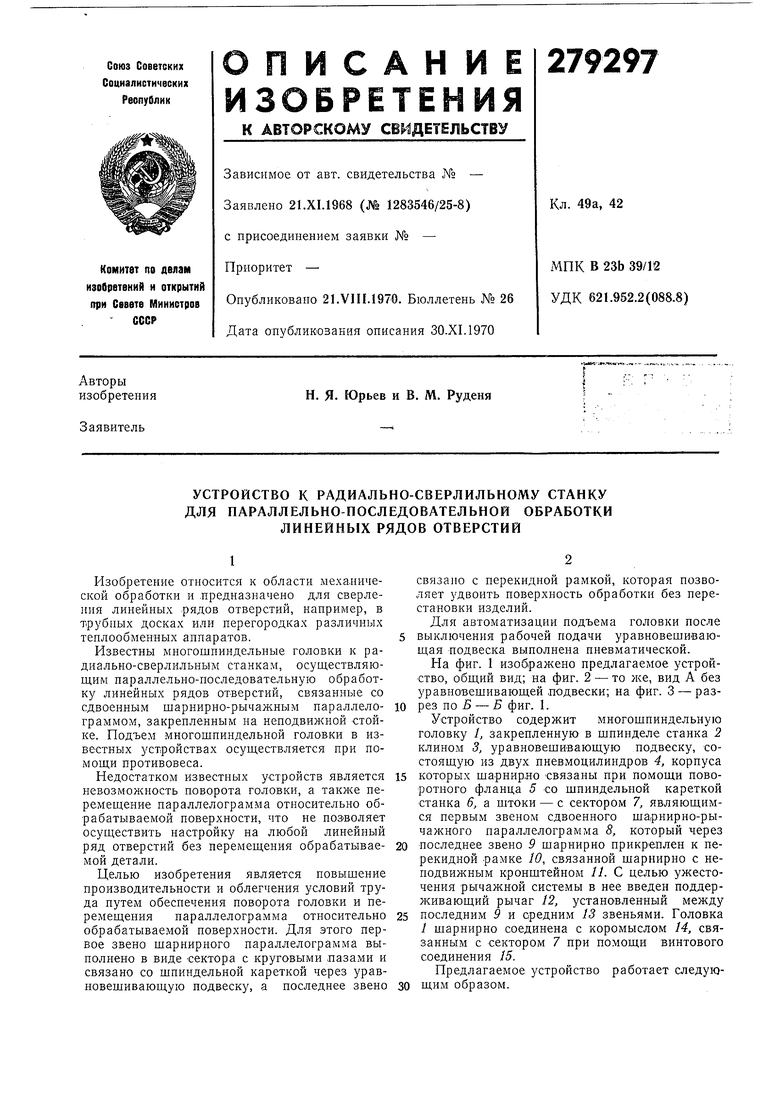
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная головка к радиально-сверлильным станкам для параллельно-последовательной обработки линейных рядов отверстий | 1961 |
|
SU149992A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Радиально-сверлильный станок | 1975 |
|
SU514666A1 |
| Многошпиндельная сверлильная головка | 1975 |
|
SU553054A1 |
| Сверлильный станок для одновременной обработки отверстий с двух сторон | 1985 |
|
SU1308436A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| Устройство для сверления отверстий | 1981 |
|
SU992132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |