Изобретение относится к облаем обработки металлов давлением и может быть использовано для получения точных штамповок турбинных компрессорных лопаток.
Известен способ изготовления лопаток, в котором исходная цилиндрическая заготовка подвергается выдавливанию для получения стержня под штамповку пера лопатки. Выдавленная заготовка обтачивается на токарном станке для удаления дефектного слоя, после чего за несколько переходов и нагревов штампуется на молотках или прессах. Однако в процессе выдавливания первой части лопатки возникают высокие напряжения в инструменте, что вызывает свариваемость металла инструмента и заготовки. Кроме того, выдавливание ведет к неравномерному распределению припуска по сечению изделия, в результате чего приходится вводить операцию механической обработки лопатки и увеличивается количество переходов штамповки.
Цель изобретения - экономия металла, сокрашение технологического цикла и улучшение качества изделий. Для этого профилирование перовой части лопатки осуществляется кузнечной вытяжкой в закрытом разъемном штампе враш,аюшимся валком. Кроме того, профилирование и штамповка лопаток осуществляются инструментом, нагретым до температуры, соответствующей температуре пла2 -
стичности металла заготовки, что повышает точность сложных профилей с большим перепадом сечений и повышает стойкость инструмента.
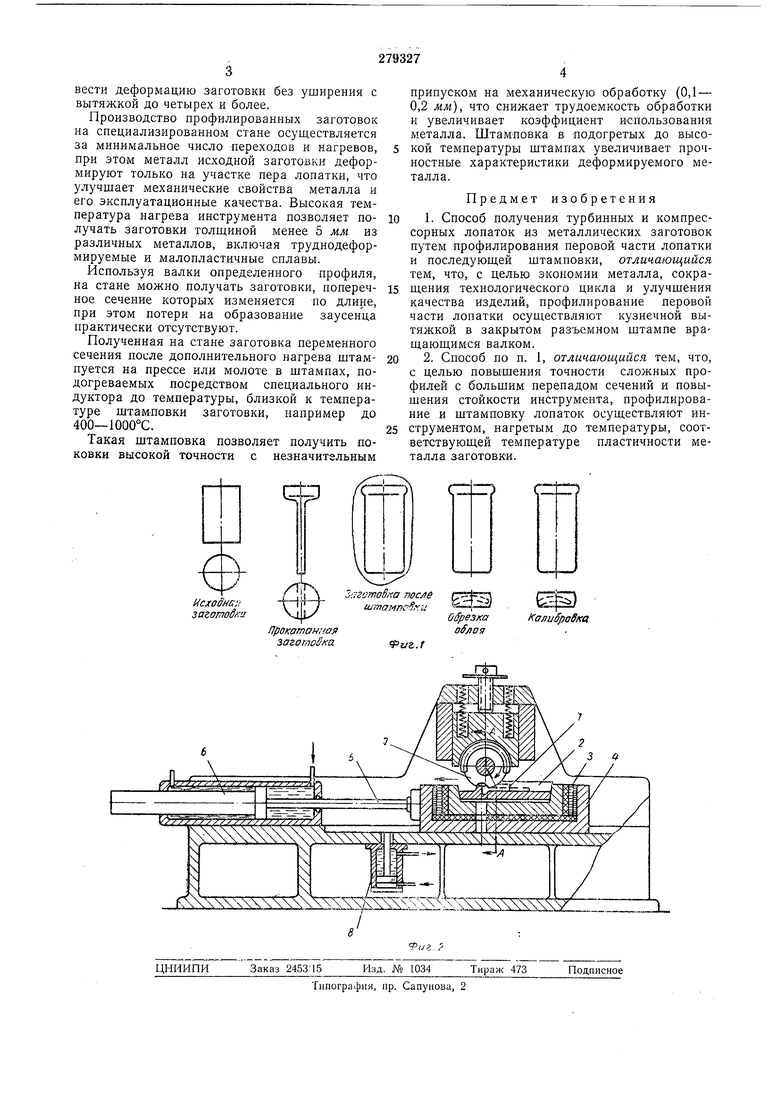
На фиг. 1 показана схема -получения турбинной лопатки; на фиг. 2 изображено устройство для получения профилированной заготовки под штамповку лопаток.
Сущность предложенного способа заключается в следующем.
Исходную нагретую заготовку деформируют на участке пера лопатки, после чего осуществляют окончательную штамповку, обрезку облоя и калибровку (см. фиг. 1).
Нагретую заготовку 1 (см. фиг. 2) укладывают в разъемный штамп 2 специализированного стана. Штамп 2 с нагревателем 3 установлены в ползуне 4, приводимом в движение штоком 5 гидроцилиндра 6. В штампе заготовка подвергается вытяжке посредством валка 7, имеющего соответствующий профиль. После деформирования заготовка выбрасывается из штампа выталкивателем 8. Для получения точной заготовки деформирующий ролик кинематически связан с движущимся штампом и имеет необходимую скорость врашения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ И КОМПРЕССОРНЫХЛОПАТОК | 1972 |
|
SU326998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2759280C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2010 |
|
RU2467823C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524452C1 |
